|
|






 Arabic
Arabic Bengali
Bengali Chinese
Chinese English
English French
French German
German Hebrew
Hebrew Hindi
Hindi Italian
Italian Japanese
Japanese Korean
Korean Malay
Malay Polish
Polish Portuguese
Portuguese Spanish
Spanish Turkish
Turkish Ukrainian
Ukrainian Vietnamese
Vietnamese|
HISTORIA DE LA TECNOLOGÍA, TECNOLOGÍA, OBJETOS ALREDEDOR DE NOSOTROS
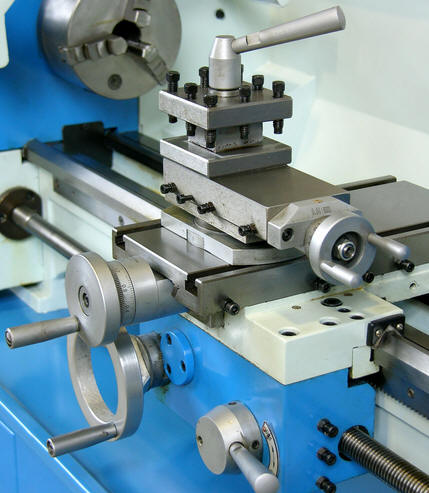
Calibrar. Historia de la invención y la producción.
Directorio / La historia de la tecnología, la tecnología, los objetos que nos rodean. Un soporte (del inglés y francés support, del latín tardío supporto - I support) es una unidad diseñada para sujetar y mover manual o automáticamente una herramienta, por ejemplo, en máquinas herramienta. El soporte suele constar de un portaherramientas y piezas intermedias, como correderas, que proporcionan una determinada dirección de movimiento de la herramienta.
Uno de los logros más importantes de la ingeniería mecánica a principios del siglo XIX fue la difusión de las máquinas herramienta con calibradores, soportes mecánicos para el cortador. Por simple y, a primera vista, insignificante que pueda parecer este apéndice de la máquina, se puede decir sin exagerar que su influencia en la mejora y distribución de las máquinas fue tan grande como la influencia de los cambios realizados por Watt en la máquina de vapor. La introducción del calibrador a la vez condujo a la mejora y reducción del costo de todas las máquinas, dio impulso a nuevas mejoras e invenciones. El torno tiene una historia muy antigua y, a lo largo de los años, su diseño ha cambiado muy poco. Quizás el principio de su dispositivo fue sugerido a la gente por un torno de alfarero. Haciendo girar una pieza de madera, el maestro con la ayuda de un cincel podía darle la forma cilíndrica más extraña. Para hacer esto, presionó el cincel contra una pieza de madera que giraba rápidamente, separó las virutas circulares y gradualmente le dio a la pieza de trabajo la forma deseada. En los detalles de su dispositivo, las máquinas podían diferir significativamente entre sí, pero hasta finales del siglo XVIII, todas tenían una característica fundamental: durante el procesamiento, la pieza de trabajo giraba y el cortador estaba en manos del maestro. . Las excepciones a esta regla fueron muy raras y de ninguna manera pueden considerarse típicas de esta época. Por ejemplo, los portacuchillas se han generalizado en las fotocopiadoras. Con la ayuda de tales máquinas, un trabajador que no tuviera habilidades especiales podría producir productos intrincados de una forma muy compleja. Para ello se utilizó un modelo de bronce, que parecía un producto, pero de mayor tamaño (normalmente 2:1).
La imagen deseada se obtuvo en la pieza de trabajo de la siguiente manera. La máquina estaba equipada con dos calibradores, lo que permitía girar los productos sin la participación de la mano del trabajador: se fijó un dedo de copia en uno y un cortador en el otro. El dedo de copia fijo parecía una varilla, en cuyo extremo puntiagudo se colocaba un pequeño rodillo. Un resorte especial presionaba constantemente el modelo contra el rodillo del dedo de copia. Durante el funcionamiento de la máquina, comenzó a girar y, de acuerdo con las protuberancias y depresiones en su superficie, realizó movimientos oscilatorios. Estos movimientos del modelo se transmitían a través de un sistema de engranajes a una pieza de trabajo giratoria, que los repetía. La pieza de trabajo estaba en contacto con el cortador, al igual que el modelo estaba en contacto con el dedo de copia. Dependiendo del relieve del modelo, la pieza de trabajo se acercó al cortador o se alejó de él. Al mismo tiempo, también cambió el grosor de las virutas. Después de muchas pasadas del cortador sobre la superficie de la pieza de trabajo, apareció un relieve similar al del modelo, pero en una escala más pequeña. La fotocopiadora era una herramienta muy compleja y costosa. Solo la gente muy rica podía comprarlo. En la primera mitad del siglo XVIII, cuando surgió la moda de los productos torneados de madera y hueso, muchos monarcas europeos y nobles con títulos se dedicaban al trabajo de torneado. Para ellos, en su mayor parte, estaban destinadas las fotocopiadoras. Por ejemplo, una máquina de este tipo (producida, como cabría suponer, por el notable mecánico ruso Nartov) se instaló en 1712 en el taller del zar ruso Pedro el Grande.
Los calibradores se usaban en algunas máquinas de relojería porque facilitaban el rectificado de piezas de alta precisión de los movimientos de los relojes. A finales de siglo se empezaron a instalar en tornos. En el volumen 10 de la Enciclopedia de Diderot, por primera vez, se colocó una imagen del soporte transversal más simple de un gran torno. Este calibrador podía girar alrededor de un eje y acercarse a la pieza de trabajo con un tornillo, pero no podía moverse a lo largo de ella. Pero estos dispositivos no se utilizaron mucho en el torneado. Un simple torno satisfacía plenamente todas las necesidades humanas hasta la segunda mitad del siglo XVIII. Sin embargo, desde mediados de siglo, se ha vuelto cada vez más necesario procesar piezas de hierro macizo con gran precisión. Ejes, tornillos de varios tamaños, engranajes fueron las primeras partes de las máquinas, cuya fabricación mecánica surgió inmediatamente después de su aparición, ya que se requerían en grandes cantidades. La necesidad especialmente aguda de procesamiento de alta precisión de piezas metálicas en bruto comenzó a sentirse después de la introducción del gran invento de Watt. Como ya se mencionó, la fabricación de piezas para máquinas de vapor resultó ser una tarea técnica muy difícil para el nivel alcanzado por la industria de la ingeniería del siglo XVIII. Por lo general, el cortador se fijaba en un palo largo en forma de gancho. El trabajador lo sostuvo en sus manos, apoyándose como una palanca en un soporte especial. Este trabajo requería una gran capacidad profesional y una gran fuerza física. Cualquier error provocaba daños en toda la pieza de trabajo o un error de procesamiento demasiado grande.
En 1765, ante la imposibilidad de escariar con suficiente precisión un cilindro de dos pies de largo y seis pulgadas de diámetro, Watt tuvo que recurrir a un cilindro maleable. El diámetro interior de un cilindro de nueve pies de largo y 28 pulgadas de diámetro tenía una precisión del "grosor de un dedo pequeño". No hace falta decir que tal "precisión" en la fabricación de una máquina de vapor fue completamente insuficiente. La situación sólo podía corregirse de una manera: era necesario crear máquinas para la producción de máquinas. Se suponía que las máquinas reemplazarían a los trabajadores altamente calificados, que eran escasos, y asegurarían la producción en masa de máquinas baratas y confiables. Desde principios del siglo XIX, comenzó una revolución gradual en la ingeniería mecánica. En lugar del antiguo torno, se suceden nuevas máquinas automáticas de alta precisión equipadas con calibradores. El comienzo de esta revolución lo puso el torno de corte de tornillos del mecánico inglés Henry Maudsley, que hizo posible girar automáticamente tornillos y pernos con cualquier rosca.
En general, el corte de tornillos ha sido durante mucho tiempo una tarea técnica difícil, ya que requería una gran precisión y habilidad. Los mecánicos han pensado durante mucho tiempo en cómo simplificar esta operación. Ya en 1701, en el trabajo de C. Plume, se describió un método para cortar tornillos utilizando un calibre primitivo. Para hacer esto, se soldó una pieza de tornillo a la pieza de trabajo como un vástago. El paso del tornillo soldado tenía que ser igual al paso del tornillo a cortar en la pieza de trabajo. Luego, la pieza de trabajo se instaló en el cabezal de madera desmontable más simple; el cabezal sostenía el cuerpo de la pieza de trabajo y se insertaba un tornillo soldado en la parte posterior. Cuando el tornillo giraba, el nido de madera del contrapunto se aplastaba en forma de tornillo y servía como tuerca, como resultado de lo cual toda la pieza de trabajo se movía hacia el cabezal. El avance, por el contrario, era tal que permitía a la fresa fija cortar el tornillo con el paso requerido. Un tipo de dispositivo similar estaba en el torno de corte de tornillos de 1785, que fue el predecesor inmediato de la máquina Maudsley. Aquí, la rosca, que servía de modelo para el tornillo que se estaba fabricando, se aplicaba directamente al husillo, que sostenía la pieza de trabajo y la hacía girar. (El husillo se llama el eje giratorio de un torno con un dispositivo para sujetar la pieza de trabajo). Esto hizo posible cortar los tornillos a máquina: el trabajador hizo girar la pieza de trabajo, que, debido a la rosca del husillo, al igual que en el dispositivo Plume, comenzó a moverse progresivamente en relación con el cincel fijo, que el trabajador sostenía en un palo. Así, se obtuvo una rosca en el producto que correspondía exactamente a la rosca del husillo. Sin embargo, la precisión y rectitud del procesamiento aquí dependía únicamente de la fuerza y dureza de la mano del trabajador que guiaba la herramienta. Este fue un gran inconveniente. Además, la rosca del husillo era de solo 8-10 mm, lo que solo permitía cortar tornillos muy cortos. La máquina cortadora de tornillos diseñada por Maudsley representó un importante paso adelante. La historia de su invención es descrita de esta manera por los contemporáneos. En 1794-1795, Maudsley, todavía un mecánico joven pero ya muy experimentado, trabajó en el taller del famoso inventor Brama. Los principales productos del taller fueron inodoros y cerraduras inventados por Brahma. La demanda de ellos era muy amplia, y era difícil hacerlos manualmente. Brahma y Maudsley se enfrentaron a la tarea de aumentar el número de piezas producidas en máquinas herramienta. Sin embargo, el viejo torno era un inconveniente para esto. Comenzando a trabajar en su mejora, Maudsley en 1794 le suministró un calibrador cruzado. La parte inferior de la pinza (trineo) estaba montada en el mismo marco que el contrapunto de la máquina y podía deslizarse a lo largo de su guía. En cualquiera de sus lugares, la pinza podría fijarse firmemente con un tornillo. En el tobogán inferior estaban los superiores, dispuestos de forma similar. Con la ayuda de ellos, el cortador, fijado con un tornillo en una ranura al final de una barra de acero, podría moverse en dirección transversal. El movimiento de la pinza en las direcciones longitudinal y transversal se produjo con la ayuda de dos tornillos de avance. Moviendo el cortador con la ayuda de un calibrador cerca de la pieza de trabajo, colocándolo rígidamente en un carro transversal y luego moviéndolo a lo largo de la superficie que se estaba mecanizando, fue posible cortar el exceso de metal con gran precisión. En este caso, el calibre sirvió como la mano del trabajador que sostenía el cortador. En el diseño descrito, de hecho, todavía no había nada nuevo, pero era un paso necesario hacia nuevas mejoras. Dejando Brahma poco después de su invención, Maudsley fundó su propio taller y en 1798 creó un torno más avanzado. Esta máquina se convirtió en un hito importante en el desarrollo de la industria de las máquinas herramienta, ya que permitió por primera vez cortar automáticamente tornillos de cualquier longitud y cualquier paso. Como ya se mencionó, el punto débil del torno antiguo era que solo podía cortar tornillos cortos. No podía ser de otra manera: después de todo, no había soporte, la mano del trabajador tenía que permanecer inmóvil y la pieza de trabajo se movía junto con el eje. En la máquina de Maudsley, la pieza de trabajo permaneció inmóvil y el calibrador con el cortador fijo se movió. Para hacer que la pinza se moviera en la corredera inferior a lo largo de la máquina, Maudsley conectó el husillo del cabezal al tornillo guía de la pinza usando dos ruedas dentadas. Se atornilló un tornillo giratorio en una tuerca, que tiró del patín de la pinza y los hizo deslizar a lo largo de la cama. Dado que el tornillo de avance giraba a la misma velocidad que el husillo, la pieza de trabajo se enroscó con el mismo paso que ese tornillo. Para cortar tornillos con diferentes pasos, la máquina tenía un suministro de tornillos de avance. El corte automático del tornillo en la máquina fue el siguiente. La pieza de trabajo se sujetó y giró a las dimensiones requeridas, sin incluir el avance mecánico del calibrador. Después de eso, el tornillo de avance se conectó al husillo y se realizó un corte helicoidal en varias pasadas de corte. El retorno de la pinza cada vez se realizó manualmente después de apagar la alimentación autopropulsada. Por lo tanto, el tornillo de avance y el calibrador reemplazaron por completo la mano del trabajador. Además, permitieron cortar hilos con mucha más precisión y rapidez que en las máquinas anteriores. En 1800, Maudsley hizo una notable mejora en su máquina: en lugar de un juego de tornillos de avance intercambiables, utilizó un conjunto de engranajes intercambiables que conectaban el husillo y el tornillo de avance (había 28 de ellos con un número de dientes de 15 a 50). ). Ahora era posible obtener varias roscas con una variedad de pasos con un solo tornillo de avance. De hecho, si se requería, por ejemplo, obtener un tornillo cuya carrera fuera n veces menor que la del tornillo de avance, era necesario hacer girar la pieza de trabajo a una velocidad tal que hiciera n revoluciones mientras que el tornillo de avance solo hacía una revolución Dado que el husillo de avance recibía su rotación desde el husillo, esto se lograba fácilmente insertando una o más ruedas dentadas entre el husillo y el husillo. Conociendo el número de dientes de cada rueda, no era difícil obtener la velocidad requerida. Al cambiar la combinación de ruedas, era posible lograr diferentes efectos, por ejemplo, cortar el hilo derecho en lugar del izquierdo.
En su máquina, Maudsley realizó el enhebrado con una precisión y exactitud tan sorprendentes que a sus contemporáneos les pareció casi un milagro. Él, en particular, cortó el tornillo y la tuerca de ajuste para un instrumento astronómico, que durante mucho tiempo se consideró una obra maestra de precisión sin igual. El tornillo tenía cinco pies de largo y dos pulgadas de diámetro con 50 vueltas por cada pulgada. La talla era tan fina que no se podía ver a simple vista. Pronto, la máquina Maudsley mejorada se generalizó y sirvió como modelo para muchas otras máquinas para cortar metales. En 1817, se creó una cepilladora con calibre, que permitió procesar rápidamente superficies planas. En 1818, Whitney inventó la máquina fresadora. En 1839 apareció un carrusel, etc. El logro sobresaliente de Maudsley le trajo una fama bien merecida y ruidosa. De hecho, aunque Maudsley no puede ser considerado el único inventor del calibrador, su mérito indudable fue que se le ocurrió la idea en el momento adecuado y la expresó de la forma más perfecta. Su otro mérito fue que introdujo la idea de un calibre en la producción en masa y contribuyó así a su distribución final. Fue el primero en establecer que cada tornillo de un diámetro determinado debe tener una rosca con un paso determinado. Hasta que las roscas de los tornillos se aplicaron a mano, cada tornillo tenía sus propias características. Para cada tornillo, se hizo su propia tuerca, generalmente no adecuada para ningún otro tornillo. La introducción del corte mecanizado aseguró la uniformidad de todos los hilos. Ahora cualquier tornillo y cualquier tuerca del mismo diámetro encajan juntos, independientemente de dónde hayan sido fabricados. Este fue el comienzo de la estandarización de piezas, que era extremadamente importante para la ingeniería mecánica.
Uno de los estudiantes de Maudsley, James Nesmith, quien más tarde se convirtió en un destacado inventor, escribió en sus memorias sobre Maudsley como el iniciador de la estandarización: en ingeniería mecánica. Antes de él, no había un sistema en la relación entre el número de vueltas de los tornillos de corte y su diámetro. Cada perno y tuerca eran adecuados solo entre sí y no tenían nada que ver con un perno de tamaños vecinos. Por lo tanto, todos los pernos y sus correspondientes tuercas recibieron marcas especiales, indicando que se pertenecían entre sí. Cualquier confusión de ellos condujo a un sinfín de dificultades y gastos, ineficiencia y confusión: parte del parque de máquinas tenía que usarse constantemente para reparar. Solo alguien que vivió en los días relativamente tempranos de la producción de máquinas puede tener una idea correcta de los problemas, obstáculos y costos que provocó una situación similar, y sólo él evaluará correctamente el gran mérito prestado por Maudsley a la ingeniería mecánica. Autor: Ryzhov K.V.
▪ Pólvora ▪ Inodoro
El ruido del tráfico retrasa el crecimiento de los polluelos
06.05.2024 Altavoz inalámbrico Samsung Music Frame HW-LS60D
06.05.2024 Una nueva forma de controlar y manipular señales ópticas
05.05.2024
▪ Bicicleta inteligente Dubike de Baidu ▪ Procesadores Intel Atom x3 energéticamente eficientes ▪ BALF-NRG-01D3 - balun para dispositivos BLE inalámbricos ▪ Punto de Acceso de Techo TP-Link EAP610
▪ sección de la web de Radio Control. Selección de artículos ▪ artículo No puedo pensar dos veces en lo mismo. expresión popular ▪ artículo ¿De dónde viene el juego del golf? Respuesta detallada ▪ artículo Orquídea manchada. Leyendas, cultivo, métodos de aplicación. ▪ artículo Intercomunicador simple. Enciclopedia de radioelectrónica e ingeniería eléctrica.
Hogar | Biblioteca | Artículos | Mapa del sitio | Revisiones del sitio
www.diagrama.com.ua |









 Ver otros artículos sección
Ver otros artículos sección 