|
|






 Arabic
Arabic Bengali
Bengali Chinese
Chinese English
English French
French German
German Hebrew
Hebrew Hindi
Hindi Italian
Italian Japanese
Japanese Korean
Korean Malay
Malay Polish
Polish Portuguese
Portuguese Spanish
Spanish Turkish
Turkish Ukrainian
Ukrainian Vietnamese
Vietnamese|
Notas de clase, hojas de trucos
Ciencia de los Materiales. Apuntes de clase: brevemente, los más importantes
Directorio / Notas de clase, hojas de trucos tabla de contenidos
CONFERENCIA N° 1. La estructura de la madera 1. Tipos de especies de árboles y partes de un árbol Los árboles en crecimiento tienen los siguientes componentes: raíces, tronco, ramas, hojas. El sistema de raíces de los árboles actúa como proveedor de humedad y nutrientes desde el suelo a través del tronco y las ramas hasta las hojas. Además, las raíces sostienen los árboles en posición vertical. A través de las ramas, la humedad ingresa a las hojas, en las que se lleva a cabo el proceso de fotosíntesis: la conversión de la energía radiante del sol en la energía de los enlaces químicos de las sustancias orgánicas con la absorción de dióxido de carbono del aire y la liberación de oxígeno. . No es casualidad que los bosques sean llamados los pulmones del planeta. Los productos de la fotosíntesis de las hojas se transmiten a través de las ramas al resto de los árboles: el tronco y las raíces. Así, las ramas actúan como canales a través de los cuales se produce el intercambio de sustancias entre las hojas y el resto del árbol. Los árboles coníferos (pino, cedro, abeto, alerce) tienen hojas estrechas, agujas y maderas duras, hojas anchas. Como regla general, los árboles de hoja caduca crecen principalmente en las latitudes templadas y del sur, mientras que las coníferas crecen en las del norte. Dependiendo de la especie y las condiciones climáticas de crecimiento, los árboles tienen diferentes alturas y diámetros de tronco. Sin embargo, se dividen en tres categorías. El primero incluye árboles de primera magnitud, que alcanzan una altura de 20 mo más. Estos son abeto, cedro, alerce, pino, abedul, álamo temblón, tilo, roble, fresno, arce, etc. En los trópicos y subtrópicos, la altura de los árboles individuales alcanza los 100 mo más. La segunda categoría incluye árboles de segunda magnitud, que tienen una altura de 10-20 m. Estos son, en particular, sauces, alisos, fresnos de montaña, etc. La tercera categoría son árboles de tercera magnitud, cuya altura es 7 -10 m Estos son manzano, cerezo, enebro, etc. El diámetro del tronco del árbol varía principalmente de 6 a 100 cm o más y depende de la especie, la edad de los árboles y las condiciones climáticas de crecimiento. En algunos casos, el diámetro del tronco de un árbol puede superar los 3 m, en robles, álamos y algunas otras especies. La madera se obtiene cortando los troncos de los árboles después de quitar las ramas. En este caso, el rendimiento de la madera es del 90 o más por ciento del volumen del tronco del árbol. En la etapa inicial del procesamiento de la madera, se realiza una sección transversal o final del tronco. En la sección transversal, se distinguen los siguientes: la corteza que cubre el tronco desde el exterior y que consiste en la capa externa, la corteza y la capa interna, el bast cambium, una capa delgada invisible a la vista entre la corteza y la madera ( durante el crecimiento de los árboles, las células vivas del cambium se dividen y, debido a esto, el árbol crece en grosor); albura - zona viva de la madera; el núcleo, que es adyacente al núcleo del tronco y es una zona central muerta que no participa en los procesos fisiológicos; el núcleo, ubicado en el centro y que representa un tejido suelto con un diámetro de 2-5 mm o más (dependiendo de la especie y edad del árbol). En la industria maderera en Rusia, el objeto principal de la cosecha son los troncos de los árboles, y las ramas y las ramas se queman o se usan para leña. En Canadá, Suecia y Finlandia, todos los componentes de los árboles se reciclan, por lo que la pérdida de madera es mínima y la producción de papel, cartón y otras cosas es máxima. 2. Estructura macroscópica de la madera Con una sección transversal del tronco de un árbol, puede establecer las principales características macroscópicas: albura, duramen, capas anuales, radios medulares, vasos, canales resinosos y repeticiones medulares. En los árboles jóvenes de todas las especies, la madera se compone únicamente de albura. Luego, a medida que crecen, los elementos vivos alrededor del núcleo mueren, y los caminos que conducen la humedad se obstruyen, y las sustancias extractivas se acumulan gradualmente en ellos: resinas, taninos, tintes.Algunos árboles, pino, roble, manzano y otros. la zona central del tronco adquiere un color oscuro. Tales árboles se llaman sonido. En otros árboles, el color de la zona central y la albura del tronco es el mismo. Ellos se llaman no central. Los árboles sin núcleo se dividen en dos grupos: maduro-leñoso (tilo, abeto, haya, picea), en los que la humedad en la parte central del tronco es menor que en la periférica, y albura, en el que el contenido de humedad es el mismo en toda la sección transversal del tronco (abedul, arce, castaño, etc.). Además, la masa de albura disminuye desde la copa hasta el pie, así como con el aumento de la edad del árbol. La edad de los árboles se puede determinar por el número de capas anuales que crecen una por año. Estas capas son claramente visibles en la sección transversal del tronco. Son capas concéntricas alrededor del núcleo. Además, cada anillo anual consta de una capa interna y otra externa. La capa interna se forma en primavera y principios de verano. Se llama madera temprana. La capa exterior se forma a finales del verano. La madera temprana tiene una densidad más baja que la madera tardía y es de color más claro. El ancho de las capas anuales depende de varias razones: en primer lugar, de las condiciones climáticas durante la temporada de crecimiento; en segundo lugar, de las condiciones de crecimiento del árbol; en tercer lugar, de la raza. En una sección transversal de árboles, puede ver los rayos centrales que se extienden desde el centro del tronco hasta la corteza. En maderas duras, ocupan hasta el 15% del volumen de madera, en coníferas: 5-6%, y cuanto mayor es su número, peores son las propiedades mecánicas de la madera. El ancho de los rayos centrales varía de 0,005 a 1,0 mm, según la especie de árbol. La madera blanda se diferencia de la madera dura en que contiene células que producen y almacenan resina. Estas celdas se agrupan en conductos de resina horizontales y verticales. La longitud de los pasajes verticales varía de 10 a 80 cm con un diámetro de aproximadamente 0,1 mm, y los pasajes de resina horizontales son más delgados, pero hay muchos, hasta 300 piezas por 1 cm. 2. La madera dura tiene recipientes en forma de un sistema de células para la transferencia de agua y minerales disueltos en ella desde las raíces hasta las hojas. Los vasos tienen forma de tubos con una longitud promedio de 10 cm y un diámetro de 0,02-0,5 mm, y en árboles de algunas especies se concentran en las zonas tempranas de las capas anuales. Se llaman anulares. En árboles de otras especies, los vasos se distribuyen en todas las capas anuales. Estos árboles se denominan vasculares difusos. 3. Estructura microscópica de madera de coníferas y frondosas. La madera de coníferas tiene una cierta microestructura, que se puede establecer usando microscopios, así como métodos de investigación químicos y físicos.La madera de coníferas se diferencia de la madera dura en una estructura relativamente regular y simple. La estructura de la madera de coníferas incluye las llamadas traqueidas tempranas y tardías. Según lo establecido por la investigación, las primeras traqueidas funcionan como conductores de agua con minerales disueltos en ella, que proviene de las raíces del árbol. Las traqueidas tienen la forma de fibras fuertemente alargadas con extremos oblicuos. Los estudios han demostrado que en un árbol en crecimiento, solo la última capa anual contiene traqueidas vivas y el resto son elementos muertos. Como resultado de la investigación, se reveló que los rayos centrales están formados por células parenquimatosas, a lo largo de las cuales se mueven los nutrientes de reserva y sus soluciones a través del tronco. Las mismas células parenquimatosas están involucradas en la formación de conductos de resina verticales y horizontales. Los canales verticales de resina en madera de coníferas, que se encuentran en la zona tardía de la capa anual, están formados por tres capas de células vivas y muertas. Se encontraron conductos horizontales de resina en los radios medulares. Según los resultados de la investigación del profesor V. E. Vikhrov, la madera de pino tiene la siguiente estructura microscópica: 1) sección transversal; 2) incisión radial; 3) corte tangencial.  Arroz. 1. Secciones de un tronco de árbol: P - transversal, R - radial, T - tangencial Según lo establecido por la investigación, la microestructura de la madera dura en comparación con la madera de coníferas tiene una estructura más compleja. En la madera dura, las traqueidas vasculares y fibrosas sirven como conductores de agua con minerales disueltos en ella. La misma función es realizada por otros vasos de madera. La función mecánica la realizan las fibras libriformes y las traqueidas fibrosas. Estos vasos tienen la forma de largos tubos verticales, que consisten en celdas separadas con amplias cavidades y paredes delgadas, y los vasos ocupan del 12 al 55% del volumen total de madera dura. La mayor parte del volumen de la madera dura está constituida por fibras libriformes como tejido mecánico principal. Las fibras libriformes son células alargadas con extremos puntiagudos, cavidades estrechas y paredes poderosas con poros en forma de hendidura. Las traqueidas fibrosas, como las fibras libriformes, tienen paredes gruesas y cavidades pequeñas. Además, se encontró que los rayos centrales de la madera de hoja caduca unen la mayor parte de las células parenquimatosas, y el volumen de estos rayos puede alcanzar el 28-32% (esta cifra se aplica al roble). 4. Composición química de la madera La composición química de la madera depende en parte de su estado. La madera de los árboles recién cortados contiene mucha agua. Pero en un estado completamente seco, la madera se compone de sustancias orgánicas, y la parte inorgánica es solo del 0,2 al 1,7%. Durante la combustión de la madera, la parte inorgánica queda en forma de ceniza, que contiene potasio, sodio, magnesio, calcio y, en pequeñas cantidades, fósforo y otros elementos. La parte orgánica de la madera de todas las especies tiene aproximadamente la misma composición elemental. La madera absolutamente seca contiene en promedio 49-50 % de carbono, 43-44 % de oxígeno, aproximadamente 6 % de hidrógeno y 0,1-0,3 % de nitrógeno. Lignina, celulosa, hemicelulosa, sustancias extractivas -resina, goma, grasas, taninos, pectinas y otras- componen la parte orgánica de la madera. La hemicelulosa contiene pentosanos y genxosanos. Las especies de coníferas tienen más celulosa en la parte orgánica, mientras que las especies de hoja caduca tienen más pentosanos. La celulosa es el componente principal de las paredes celulares de las plantas y también proporciona la resistencia mecánica y la elasticidad de los tejidos vegetales. Como compuesto químico, la celulosa es un alcohol polihídrico. Cuando la celulosa se trata con ácidos, se hidroliza con formación de éteres y ésteres, que se utilizan para la producción de películas, barnices, plásticos, etc. Además, durante la hidrólisis de la celulosa se forman azúcares, a partir de los cuales se produce alcohol etílico. se obtiene por fermentación. La celulosa de madera es una materia prima valiosa para la producción de papel. Otro componente de la parte orgánica de la madera, la hemicelulosa, es un polisacárido de las plantas superiores, que forma parte de la pared celular. En el proceso de procesamiento de celulosa, se obtiene lignina, una sustancia polimérica amorfa de color amarillo-marrón. La mayor cantidad de lignina, hasta el 50 %, se forma durante el procesamiento de la madera de coníferas, y su producción a partir de la madera dura es del 20 al 30 %. Se obtienen productos muy valiosos durante la pirólisis de la madera - destilación seca sin aire a temperaturas de hasta 550 ° C - carbón vegetal, productos líquidos y gaseosos. El carbón vegetal se utiliza en la fundición de metales no ferrosos, en la producción de electrodos, medicamentos, como absorbente para el tratamiento de aguas residuales, desechos industriales y para otros fines. Del líquido se obtienen productos valiosos como antioxidante de gasolina, antisépticos: creosota, fenoles para la producción de plásticos, etc. En la parte orgánica de la madera de coníferas existen resinas que contienen terpenos y ácidos resínicos. Los terpenos son la principal materia prima para la producción de trementina. La resina secretada por el árbol conífero sirve como materia prima para la producción de colofonia. En el proceso de procesamiento de la madera, se obtienen sustancias extractivas, incluidos los taninos, que se utilizan para vestir el cuero: curtido. La parte principal de los taninos son taninos, derivados de fenoles polihídricos que, cuando se procesan, interactúan con sus sustancias proteicas y forman compuestos insolubles. Como resultado, las pieles adquieren elasticidad, resistencia a la descomposición y no se hinchan en el agua. CONFERENCIA N° 2. Tipos de defectos de la madera 1. Nudos, grietas Defectos de la madera - estas son desviaciones de la norma en la estructura del tronco, todas las violaciones de la condición física. Los defectos incluyen: nudos, grietas, defectos en la forma del tronco, estructura de la madera, manchas químicas, infecciones por hongos, daños biológicos y mecánicos, defectos de procesamiento y deformaciones. El vicio más común es nudos - las bases de las ramas que están presentes en la madera del tronco. Al cortar madera, se revelan nudos de varias formas y tipos en su superficie. Según la forma del corte en la superficie de la madera, se pueden ver nudos redondos, ovalados y oblongos, y según el grado de intercrecimiento con la madera, también se subdividen en intercrecidos, parcialmente intercrecidos y no intercrecidos, o cayendo afuera. Al cortar madera en tablas, los nudos pueden tener una posición diferente: plástico, borde, costilla, cosido - en el caso de una sección longitudinal de un nudo, parte de él va simultáneamente a dos bordes del mismo lado del tablero y final - cuando el nudo está al final de la tabla. De acuerdo con la disposición mutua de los nudos en la madera, se dividen en disperso - solitarios o separados unos de otros a una distancia considerable, agrupados y ramificados. A partir de madera del propio cuerpo del nudo, se dividen en: sana clara, sana oscura, sana con grietas, podrida, podrida y "tabaco", en la que la madera podrida se reemplaza total o parcialmente por una masa suelta de color marrón oxidado o blanquecino . La presencia de nudos en la madera conduce a una disminución de la resistencia, dificulta el procesamiento y el pegado, reduce la calidad (especialmente con una gran cantidad y diámetro de ellos). Los nudos desunidos y podridos reducen significativamente la calidad de la madera y, en algunos casos, hacen que la madera no sea apta para la fabricación de productos (por ejemplo, tableros). Otro tipo de defecto de la madera es grietas se forma cuando la madera se rasga a lo largo de la fibra. Aparecen grietas en un árbol en crecimiento y talado. Los primeros incluyen metic, peeling y frosty, el segundo: grietas por contracción. Las grietas métricas que atraviesan el núcleo del tronco de un árbol son las de mayor extensión, y cuando la madera cosechada se seca, sus dimensiones aumentan. En los espacios en blanco redondos de madera, tales grietas generalmente ocurren en los extremos, en la madera o en partes, en los extremos y las superficies laterales. Cuando la madera se estratifica a lo largo de la capa anual, se forman grietas por desprendimiento y, por lo general, en el borde de una transición pronunciada de la madera de capa intermedia a la madera de capa grande, y se encuentran en árboles de todas las especies. Durante el secado de la madera, la fisura de pelado aumenta. Al secar madera bajo la influencia de tensiones internas, grietas por contracción. Este tipo de fisuras se diferencia de otras (fisuras méticas y de escarcha) en una menor longitud y profundidad. En las tablas, las grietas pueden llegar a la cara, al borde o al final. En consecuencia, se denominan hoja, borde y extremo. Las grietas, especialmente a través de grietas, violan la integridad del material de madera y reducen su resistencia mecánica. 2. Defectos en la forma del tronco El procesamiento de la madera de todas las especies se complica muy a menudo por los defectos que se producen en la forma del tronco: ahusamiento, ovalidad, excrecencias, curvatura y rastrojo. Escapar se expresa en una disminución del diámetro de un tronco o del ancho de una tabla sin cantear, superior al escurrimiento normal, que es igual a 1 cm por 1 m de longitud del surtido. Por regla general, es mayor en maderas duras, especialmente en árboles que crecen al aire libre, ya lo largo del tronco, en la parte superior. Este tipo de defecto de forma del tronco aumenta la cantidad de desperdicio al aserrar y desenrollar madera en rollo y provoca la aparición de una inclinación radial de las fibras en la chapa. ovalidad el tronco es una forma elíptica de la sección transversal del extremo, en la que el diámetro mayor es 1,5 o más veces mayor que el menor. Los crecimientos en forma de engrosamiento local del tronco de varias formas y tamaños complican el procesamiento de la madera. crecimientos se forman como resultado del crecimiento del tejido bajo la influencia de diversos irritantes: hongos, temperaturas bajas o altas, etc., así como durante incendios, daños mecánicos y por otras razones. 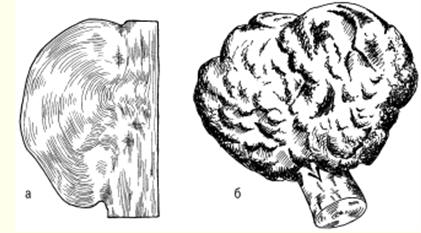 Arroz. 2. Crecimientos: a) lisos, b) irregulares Excrecencias suaves (Fig. 2a) a menudo aparecen en troncos de pino y abedul. Las capas anuales en los lugares de crecimiento suelen ser más anchas que en el tronco. Las excrecencias montañosas o nudos (Fig. 2b) se forman principalmente en los troncos de abedul, nogal, arce, aliso negro, fresno, haya, álamo, etc. La madera en la zona del nudo tiene una estructura irregular con un ondulado -dirección ondulada de las fibras y con inclusiones de color oscuro en forma de pequeñas manchas, rayas y puntos. En los cortes, las tapas tienen una hermosa textura, por lo que se utilizan como material para artesanías y para la fabricación de chapas rebanadas. Tal defecto del tronco como el suyo. curvatura, también dificulta el uso de madera en rollo y aumenta los desechos del aserrado. La curvatura del tronco es la desviación del eje longitudinal de una línea recta, y puede ser con una curva y compleja, con dos o más curvas. A menudo hay un tipo de malformación del tronco, como trasero, que se expresa en un fuerte aumento del diámetro del tope de la madera en rollo, es decir, cuando el diámetro del tope es 1,2 veces mayor que el diámetro a una distancia de un metro de este extremo. En el aserrado y descortezado de la madera, la presencia de tal defecto provoca un aumento de la cantidad de residuos y, además, provoca la aparición de una inclinación radial de las fibras en la chapa. El buttiness también complica el uso de la madera en rollo para su propósito previsto y complica el procesamiento de la madera. 3. Defectos en la estructura de la madera Cuando se procesa la madera, a menudo hay defectos en la estructura de la madera asociados con una estructura incorrecta del tronco. Existen los siguientes tipos Defectos en la estructura de la madera: 1) oblicuo, o la pendiente de las fibras, que es la desviación de las fibras del eje longitudinal del tronco; 2) rodar - sólido o local en forma de un fuerte engrosamiento de la madera de capas anuales tardías; 3) pilosidad - disposición muy ondulada o confusa de las fibras de madera (los espacios en blanco de madera con tal defecto se utilizan en la fabricación de productos de arte, muebles, mangos de hachas y diversas artesanías); 4) invisible - curvatura local de capas anuales cerca de nudos o brotes (la madera con tal defecto se usa en la producción de muebles y artesanías); 5) bolsillos de resina. Se encuentran en maderas de coníferas, especialmente en abetos, son cavidades entre capas anuales rellenas de resina; 6) inclinado - una sección de madera de coníferas, ricamente impregnada de resina; 7) doble núcleo - dos núcleos en una sección transversal del tronco, que se forman en el lugar de la bifurcación del tronco; 8) hijastro - segundo pico atrofiado y muerto, que generalmente se encuentra en un ángulo agudo; 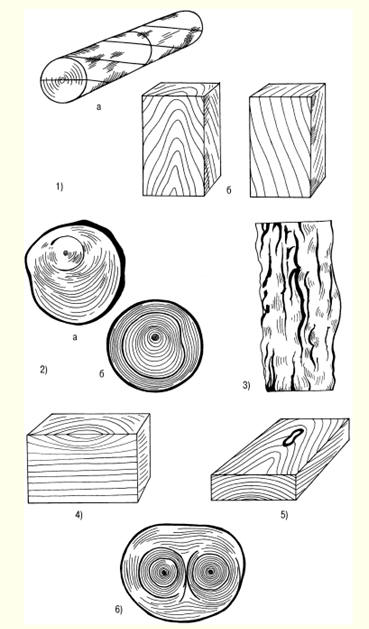
Arroz. 3. Defectos en la estructura de la madera: 1 - variedades de inclinación de la fibra: a - inclinación tangencial en la madera en rollo; b - locales; 2 - rollo: a - sólido; b - locales; 3 - pilus fibroso en abedul; 4 - rizo unilateral; 5 - bolsillo; 6 - doble núcleo en un tronco de pino; 7 - hijastro; 8 - lado seco; 9 - cáncer de pino; 10 - prorost: a - abierto; b - cerrado; 11 - núcleo falso: a - redondeado; b - estrellado; c - hoja 9) sequedad. Ocurre como resultado del daño a la corteza de un árbol en crecimiento en forma de una sección muerta del tronco; 10). prorosto Es una herida demasiado grande, generalmente llena de restos de corteza y tejidos muertos; 11). cáncer que es una herida de un árbol y se produce en la superficie del tronco como resultado de la actividad de hongos y bacterias parásitos, al tiempo que cambia la estructura de la madera y la forma del tronco; 12). núcleo falso, que se asemeja a un duramen real, pero difiere en una estructura más heterogénea y una forma menos regular, se destaca como una zona oscura y de color desigual en la parte central del tronco, está separada de la albura por una franja oscura y a veces clara, aparece de el impacto de hongos, heladas severas, como reacción a heridas y por otros motivos, siendo la madera del falso alma más quebradiza y menos duradera, y el aspecto, por regla general, peor; 13). albura interior - la presencia de varias capas anuales en el duramen, que son similares en color y propiedades a la albura, y tiene una resistencia reducida a la descomposición y una mayor permeabilidad a los líquidos; 14). acuífero - defecto de la madera en forma de áreas con mucha humedad como resultado de la acción de bacterias, hongos, la penetración del agua de lluvia a través de heridas o por sobresaturación del suelo con humedad. 4. Lesiones fúngicas Al cortar madera, en algunos casos, puntos de sonido de hongos - áreas anormalmente coloreadas del grano, que se forman en árboles en crecimiento bajo la influencia de hongos que manchan o destruyen la madera. En la madera talada, se detiene el desarrollo posterior de este defecto. Las manchas de hongos en el corazón se observan en los extremos en forma de manchas de varios tamaños y formas de colores marrón, gris rojizo o gris violeta. Este defecto provoca: una disminución de la resistencia al impacto, un aumento de la absorción de agua y de la permeabilidad al agua, un deterioro de la bioestabilidad y del aspecto de la madera; en términos de resistencia bajo carga estática, casi no cambia y se conserva la estructura de la madera afectada. Cuando se almacena madera sobre albura cruda, a menudo aparecen mohos: micelio y fructificación de hongos de moho en la superficie de la madera en forma de manchas individuales o una capa continua, mientras se tiñe la madera en varios colores. El moho no afecta las propiedades mecánicas, pero empeora la apariencia de la madera; después del secado, se elimina fácilmente, dejando manchas de suciedad y color. En la madera talada, a menudo formada Manchas de hongos en la albura - áreas anormalmente coloreadas de la albura bajo la influencia de hongos destructores de la madera que no causan pudrición. Las manchas de hongos en la albura no afectan las propiedades mecánicas de la madera, pero empeoran su apariencia y aumentan la resistencia al agua. Por color, el azul se distingue, en forma de un color gris de la albura con tonos azulados o verdosos y manchas de albura coloreadas, en forma de color naranja, amarillo, rosa y marrón de la albura. Los hongos que tiñen la albura pueden atacar los adhesivos y la pintura. En la madera talada durante el almacenamiento en la estación cálida, como resultado del desarrollo de procesos bioquímicos con o sin la participación de hongos, surge un defecto como browning. El oscurecimiento de la madera se manifiesta en forma de áreas anormalmente coloreadas de madera dura marrón de varios tonos. El oscurecimiento se observa en los extremos en forma de manchas de varios tamaños y formas, y en las superficies laterales, en forma de manchas alargadas, rayas o daños continuos en la albura, mientras que la apariencia de la madera empeora y la resistencia y dureza ligeramente disminuir. Para evitar el oscurecimiento de la madera, se lleva a cabo la cocción al vapor de la madera. Gran daño a la madera. putrefacción, formado bajo la influencia de hongos. Las podredumbres se distinguen por el color y la estructura de la lesión: tamiz abigarrado, fibroso blanco; y también por tipos: albura, sana y podrida externa. La madera podrida es una fuente de infección por hongos para varias estructuras de madera. Putrefacción se desarrolla gradualmente y tiene tres etapas: en la primera, solo cambia el color de la madera; en el segundo, la madera cambia parcialmente su estructura y dureza bajo la influencia de la podredumbre; en la tercera madera pierde completamente fuerza y dureza Dependiendo de la etapa de desarrollo de la podredumbre y el tamaño del daño, la calidad de la madera puede reducirse significativamente. 5. Manchas químicas, daño biológico y deformación En el proceso de procesamiento de la madera, a menudo se encuentra un fenómeno como la coloración química de la madera: áreas anormalmente coloreadas en la madera talada como resultado de procesos químicos y bioquímicos. En la mayoría de los casos, se asocia con la oxidación de los taninos. Por lo general, estas áreas se encuentran en las capas superficiales de la madera, a una profundidad de 1 a 5 mm. Como muestra la práctica del procesamiento de la madera, los colorantes químicos cambian solo su color y brillo, mientras que otras propiedades de la madera permanecen sin cambios. Con una coloración natural intensa, la apariencia de la madera se deteriora, pero cuando se seca, la coloración química se desvanece gradualmente. En caso de violación de la tecnología de almacenamiento de madera recién cortada, la madera se expone a daño biológico en forma de agujeros de gusano: pasajes y agujeros hechos en la madera por insectos y sus larvas (escarabajos, mariposas, termitas, etc.). Las condiciones óptimas para la vida de estos insectos son una temperatura de +18-20°C y una humedad relativa del 60-80%. Los agujeros de gusano varían en profundidad de penetración: superficiales (no más de 3 mm de profundidad), superficiales (no más de 5 mm en madera redonda y no más de 5 mm en madera) y profundos. Al mismo tiempo, pueden ser no atravesados y atravesados, es decir, enfrentados a dos lados opuestos del tablero. El agujero de gusano superficial no afecta las propiedades mecánicas de la madera, mientras que los superficiales y profundos violan la integridad de la madera y reducen las propiedades mecánicas. Durante el almacenamiento a largo plazo con una violación de la tecnología, se puede formar el llamado agujero de gusano podrido en la madera, que es causado por plagas domésticas que también pueden desarrollarse en la madera seca: muebles y amoladoras domésticas, barbo doméstico, termitas. En este caso, la cantidad de pasajes profundos es grande y la madera en su interior se convierte en una masa podrida con un alto contenido de harina de perforación. Al secar o humedecer, así como durante el procesamiento mecánico, como resultado de la anisotropía de la contracción (hinchazón y tensiones internas en la madera), este fenómeno se observa a menudo como deformación en forma de un cambio en la forma del surtido. El alabeo de la madera aserrada puede ser de diferentes tipos: longitudinal a lo largo de la cara, complejo, longitudinal a lo largo del borde, transversal y también como un ala (alado) (Fig. 4). La naturaleza de la deformación depende del aserrado de un tronco. El alabeo reduce la calidad de la madera y los productos de madera, complica el procesamiento y el corte, aumenta la cantidad de desechos y, en general, dificulta el uso de la madera.  Arroz. 4. Tipos de alabeo: a - transversal en cara; b - longitudinal a lo largo de la cara; c - alas El fenómeno de la deformación se observa con mayor frecuencia en la madera obtenida mediante el procesamiento de abedul. 6. Inclusiones extrañas, daños mecánicos y defectos de mecanizado En algunos casos, durante el procesamiento de la madera, se encuentran inclusiones extrañas en forma de un cuerpo extraño de origen no maderero: clavo, alambre, fragmento de metal o piedra. Un signo externo de tal defecto puede ser una hinchazón local y pliegues de la corteza en la madera, una abolladura, un agujero. Tales inclusiones complican el procesamiento mecánico de la madera y, a menudo, dañan las herramientas de corte: fresas, sierras circulares, etc. Los daños mecánicos y los defectos de mecanizado pueden tener diferente naturaleza y distinto origen. A veces hay madera carbonizada. La carbonización de la madera es el resultado del daño causado por el fuego, mientras cambia su forma, lo que dificulta su uso y provoca la pérdida de madera. Carra - se trata de daños en el tronco durante el roscado, lo que provoca la resinificación de la madera. Obzol es una parte de la superficie lateral de un tronco que se ha conservado en una tabla o parte canteada, lo que conduce a una disminución del ancho real de la tabla y dificulta su uso. Al procesar madera con una herramienta de corte, riesgos en su superficie ondulación - corte no plano o irregularidades en forma de elevaciones y depresiones arqueadas como resultado del fresado cilíndrico de la madera. El procesamiento de madera de mala calidad conduce a la aparición de vellosidad superficial en forma de fibras y musgo incompletamente separados, la presencia de paquetes de fibras incompletamente separadas y pequeñas partículas de madera. Zarub - daño local a la superficie de la madera con un hacha. Lavado - daños locales en la superficie de la madera por una herramienta de corte (sierra). Durante la cosecha y el procesamiento de la madera, hay copos - grietas laterales que se extienden desde el extremo de la madera redonda. En un trabajo similar, a menudo se obtiene brotes - nichos con superficies irregulares como resultado de la remoción local de madera cuando se exponen a herramientas o mecanismos. Al procesar madera con una herramienta de corte contra las fibras, a menudo se observan varios agarres mecánicos, que dejan abolladuras - depresiones en la superficie formadas como resultado de la trituración local de la madera, así como rasguño - daño a la superficie en forma de un hueco largo y estrecho. Como resultado, se forman las abolladuras del filo de la herramienta. arañazos - áreas de la superficie no tratada en forma de una tira estrecha que sobresale por encima de la superficie tratada. Al lijar la superficie de la madera, a veces un defecto como molienda - eliminación de parte de la madera por debajo del nivel de la superficie tratada. Con una mayor fricción de las herramientas de corte en el proceso de procesamiento de la madera, a menudo se produce un defecto como quemar madera en forma de un área oscurecida de la superficie tratada. Los defectos de la madera antes mencionados reducen la calidad del procesamiento, afectan el encolado, el acabado y el enchapado del material o de todo el producto, en algunos casos empeoran la apariencia y violan la integridad de la madera, empeoran la resistencia mecánica y dificultan su uso. CONFERENCIA N° 3. Especies arbóreas 1. Clave de las especies arbóreas Basado en el "Manual de la madera" A. M.Borovikova и BN Ugoleva es hecho el determinante de las razas. 1. Grupos de especies de árboles: 1) las capas anuales son claramente visibles en todos los cortes de madera. Los rayos centrales no son visibles. No hay embarcaciones. La madera de algunas especies tiene pasajes resinosos (coníferas); 2) las capas anuales son claramente visibles debido a la diferencia en la estructura de la madera temprana y tardía. En la zona temprana de las capas anuales, grandes vasos forman un anillo continuo de agujeros, claramente visibles a simple vista. La zona tardía de las capas anuales es de estructura densa, sólo hay pequeños vasos. Los vasos pequeños y las células parenquimatosas forman un patrón en forma de franjas radiales, líneas onduladas que se extienden a lo largo del borde de las capas anuales, guiones o puntos individuales. La mayoría de las razas muestran radios medulares; 3) en la mayoría de las razas, las capas anuales son poco visibles. Los vasos en la sección transversal no son del todo visibles a simple vista, o si son visibles, no forman un anillo continuo, sino que están dispersos uniformemente a lo largo de la capa anual.La zona tardía de la capa anual no tiene patrón. En algunas razas, los rayos centrales son visibles: maderas duras vasculares dispersas; 2. Especies de árboles: 1) coníferas: a) los canales de resina son bastante grandes y numerosos. Las capas anuales son claramente visibles en todas las secciones. El núcleo tiene un color de rosa a marrón rojizo. La albura es ancha, tiene un color de amarillento a rosa pálido (pino silvestre). Además, igualmente para el resto de las coníferas; 2) maderas duras anulares: a) los radios medulares son anchos y claramente visibles en todos los cortes. La madera del núcleo es de color marrón oscuro o marrón amarillento. La albura es estrecha, el color es amarillo claro. Las capas anuales son claramente visibles en todas las secciones. En una sección transversal en madera tardía, se ven ligeras rayas radiales en forma de llama de pequeños vasos. La madera es maciza. Además, de manera similar para otras razas; 3) maderas duras vasculares dispersas: a) las capas anuales son poco visibles en todas las secciones. La madera es blanca con un tinte amarillento o rosado. En la sección radial, los rayos del núcleo son visibles en forma de manchas oscuras brillantes, cortas y estrechas. A menudo, hay repeticiones básicas que parecen puntos o rayas de un color marrón rojizo. La madera es bastante dura y pesada (abedul); b) la madera es blanca con un ligero tinte rosado. Las capas anuales son apenas visibles. La madera es ligera, blanda (tilo de hojas pequeñas); c) la altura de los radios medulares en la sección radial es de unos 0,5 mm. Las capas anuales no son claramente visibles en todas las secciones, pero lo mejor de todo es en la transversal. Los rayos del núcleo en la sección radial crean una ondulación característica y un fuerte brillo. La madera es blanca con tintes amarillentos o rosados, dura, pesada (Arce nuclear); d) no hay núcleo. La madera es blanca con un ligero tinte verdoso. A veces hay un defecto: un núcleo falso de color marrón. Las capas anuales son visibles en todas las secciones. Hay repeticiones centrales en forma de rayas amarillas. La madera es ligera y blanda (álamo temblón). Usando la guía de especies de árboles, puede determinar el tipo de madera. 2. Principales coníferas Las coníferas incluyen piceas, pinos, alerces, abetos, cedros, tejos y enebros, pero crece en forma de arbustos. Ель - Raza no nuclear, su madera es blanca con un ligero tinte amarillento o rosado. Tiene pasajes de resina, pero baja resina. En términos de fuerza, densidad y resistencia a la descomposición, es ligeramente inferior al pino. Las capas anuales son claramente visibles.Los más comunes son dos tipos de abeto: ordinario y siberiano. El primero crece en la parte europea de Rusia, el segundo, desde los Urales hasta Primorye. El abeto es la principal materia prima para la producción de pulpa. La uniformidad de la estructura y la capacidad de resonancia lo hacen indispensable en la producción de instrumentos musicales. De la corteza del abeto se obtienen taninos para la industria del cuero. Pino - sonido rock con pasajes de resina. Tiene un duramen ligeramente rosado, que se vuelve rojo pardusco con el tiempo, y una albura ancha de color blanco amarillento. Las capas anuales son claramente visibles en todas las secciones con una transición brusca de temprano, claro a tarde, oscuro. El pino tiene una densidad media, una fuerza y una resistencia a la descomposición suficientemente altas, y está bien elaborado. La madera de pino se utiliza en la construcción, la producción de piezas de construcción y mobiliario, así como para la fabricación de diversas piezas utilizadas en el transporte ferroviario (en vagones de pasajeros y mercancías), para la fijación en labores mineras, etc. Además, el pino también se utilizado como materia prima para la obtención de celulosa, aglomerado y tableros de fibra, levadura forrajera; de ella se extrae resina y de las agujas se obtienen sustancias biológicamente activas. Alerce en Rusia constituye más de la mitad de los bosques de coníferas, lo que llevó a su uso generalizado en la construcción, producción de muebles, industrias de pulpa y papel e hidrólisis, etc. El alerce tiene una madera fuerte y resistente, altamente impregnada de resina. Su duramen es de color marrón rojizo y la albura es blanca o ligeramente amarillenta. Los anillos anuales son claramente visibles, con un claro límite entre madera temprana y tardía. El alerce es ligeramente nudoso, tiene una alta densidad y resistencia, es resistente a la putrefacción. En Siberia, las casas privadas se construyen con troncos de alerce (se hacen cabañas de troncos), que duran muchos años. Abeto - la más ligera y suave de las especies de árboles coníferos. Crece principalmente en el noreste de la parte europea de Rusia y desde los Urales hasta el Lejano Oriente, así como en el Cáucaso. En muchos sentidos parece abeto, pero no tiene pasajes de resina. Cedro ocupa grandes áreas en Rusia, especialmente en Siberia. Vive hasta 800 años y alcanza los 30 m de altura con un diámetro de tronco de hasta 2 m La madera de cedro es liviana, suave, hermosa en textura y color; tiene un núcleo de color pardo-rosado y una albura de color blanco-rosado; fácil de procesar, resistente a la descomposición; ampliamente utilizado en la construcción. Los piñones son la principal fuente de aceite de cedro, trementina y bálsamos medicinales. Juniper crece en forma de arbustos, una densa roca sólida de color marrón con una albura estrecha. Debido a su pequeño tamaño, se utiliza en pequeñas cantidades para la fabricación de pequeños productos de torneado y tallado. 3. Maderas duras básicas El abedul es más común en los bosques de Rusia que otras especies. Abedul - Madera sin núcleo vascular dispersa con un tinte amarillento. Las capas anuales son poco visibles. Los rayos del núcleo son visibles solo en cortes estrictamente radiales (divisiones). El abedul tiene características de resistencia relativamente altas, pero baja resistencia a la descomposición; se encoge mucho cuando se seca. Roble - una roca vascular muy valiosa con un duramen marrón oscuro y marrón amarillento y una albura estrecha de color blanco amarillento. En la sección transversal en la zona temprana de la capa anual, se ven grandes vasos, y en la zona tardía oscura, rayos medulares radiales claros en forma de llama. La madera de roble es densa, duradera, resistente a la descomposición, tiene una textura hermosa; se dobla bien y se puede mecanizar. Debido a la escasez de esta madera, se utiliza en forma de chapa de madera cortada, así como en forma de piezas macizas. Además de los muebles, se fabrican de roble parquet, barriles para vino y cerveza, piezas de equipos en ingeniería mecánica, etc.. El roble de pantano, que tiene un color gris oscuro, casi negro, es muy apreciado en la producción de muebles. De la corteza y la madera del roble se obtienen sustancias extractivas curtientes, utilizadas para curtir cueros, pieles, etc. Ash-árbol - Roca sana de anillo vascular con albura amarillenta o rosada y duramen marrón claro. Las capas anuales son claramente visibles, los rayos centrales no son visibles. Se parece al roble en color y estructura, pero es algo más claro; utilizados en la economía del país. Se distingue principalmente por su alta resistencia al impacto, se dobla bien, no se descascara, por lo que se utiliza en la producción de equipos deportivos: raquetas de tenis, palos de hockey. Arce - raza no nuclear vascular dispersa. Tiene madera blanca con un tinte rojizo o parduzco.Las capas anuales son claramente visibles en todas las secciones, y en los rayos radiales y centrales, que crean una ondulación característica. El arce se usa en la producción de muebles y para la fabricación de estuches para instrumentos musicales, pero tiene un uso limitado debido a las pequeñas reservas en los bosques de Rusia. Липа - Raza vascular dispersa, no nuclear. La madera es blanca con un ligero tinte rosado, las capas anuales son apenas visibles, tiene una estructura homogénea, es suave, se agrieta poco durante el secado y el procesamiento, casi no se deforma, por lo que sirve como un buen material para tallar. Avellana - una especie muy valiosa, difusamente vascularizada con madera de color marrón grisáceo desigual, las capas anuales son débilmente visibles en los cortes, pero los vasos grandes son visibles. Debido a estas cualidades, la madera de nogal se utiliza para obtener chapas cepilladas y fabricar muebles muy artísticos, varios detalles para crear interiores originales. Тополь - Raza de crecimiento rápido de sonido vascular disperso con una albura ancha de color blanco. Las capas anuales son anchas, pero discretas. La madera es blanda, inestable a la descomposición, utilizada en la producción de celulosa y diversos productos para el hogar. Las reservas de chopo en los bosques de Rusia son pequeñas, por lo que su uso es limitado. 4. Razas de uso limitado Durante mucho tiempo, en la zona de estepa de Rusia, en las zonas rurales, para la fabricación de muebles simples (sillas, taburetes, cunas), así como diversas artesanías (rodillos, empujadores, suero de leche, etc.), tales especies de árboles como cereza, pera, manzano, acacia, avellano, fresno de montaña, etc. Con el desarrollo de una economía de mercado en Rusia, varias artes y artesanías se han vuelto más activas, en las que los artesanos en la fabricación de recuerdos, juguetes, utensilios domésticos y Los muebles para niños (cunas, tronas, etc.) a menudo usan las razas de madera anteriores. de madera cerezas que tiene una alta resistencia en combinación con el rayado original y el color amarillo-marrón, los muebles se hicieron con imitación de especies valiosas (caoba) y tablas de parquet. Actualmente, se utiliza principalmente para la fabricación de diversos souvenirs y artesanías para el hogar. Cherry pertenece a la raza sana, y este árbol crece rápidamente y puede tener una altura de hasta 6 m (variedad Vladimirka-rastunya), y el diámetro del tronco alcanza los 20-30 cm. madera peras también tiene una serie de propiedades valiosas: fuerza, hermosos colores desde el amarillo rosado hasta el rojo pardusco, y los rayos centrales y las capas anuales apenas se notan. La pera es una raza no nuclear, fácil de procesar, ha sido utilizada durante mucho tiempo por los artesanos populares para la fabricación de muebles, así como estuches de instrumentos musicales, para artesanías domésticas y recuerdos. En las zonas rurales, los artesanos rusos han utilizado durante mucho tiempo madera de avellano (avellana) para la fabricación de aros, cajas y estantes de madera, que se parece a la madera de abedul en términos de propiedades físicas y mecánicas y también tiene un color blanco con un brillo tenue. lentes (avellana) se refiere a una especie no nuclear del género de los arbustos. La madera tiene muchas propiedades valiosas. ceniza de montaña - alta resistencia, resistencia al fuego, resistencia al impacto. Otra ventaja es que se compone de una albura ancha con un hermoso color rojo-blanco y capas anuales prominentes. Los artesanos han estado usando esta madera durante mucho tiempo para hacer mangos de martillos, mangos de hachas, mazos, muebles simples (taburetes, sillas, estantes, bancos), artículos tallados (balaustres, husillos), etc. Rowan es una raza sólida. madera manzanos Los artesanos de Rusia se han utilizado durante mucho tiempo para fabricar varios utensilios domésticos, para la decoración de interiores, y también para hacer ataúdes, recuerdos, estuches para instrumentos musicales, etc. Esta madera tiene un esquema de color original de amarillo-rosa a marrón rojizo, y capas anuales y los rayos centrales son casi imperceptibles. El manzano pertenece a la raza sana difuso-vascular. 5. Razas exóticas Las especies de árboles que crecen en países con clima tropical o subtropical se clasifican como especies exóticas de uso limitado. De vuelta en el siglo XNUMX Comenzó a importar a Rusia, a San Petersburgo espacios en blanco de estas especies para la fabricación de muebles destinados al equipamiento de los palacios reales, y luego a las casas de la nobleza de la corte. La madera de caoba fue la más utilizada para estos fines. Poco a poco, en muchas ciudades grandes de Rusia, los ricos a menudo encargaban muebles de caoba para sus hogares, que estaban hechos por ebanistas de primera clase. De esta madera, la más famosa es la especie de caoba, como la caoba, que crece en África. Australia, así como en América Central y del Sur. La madera de este tipo de caoba tiene una combinación de colores muy hermosa, desde el blanco (albura estrecha) hasta el marrón rojizo o el rojo parduzco (núcleo). La madera se utilizó en pequeñas cantidades en Rusia. ébano. Bajo este nombre, se importaban desde el extranjero piezas en bruto de diferentes especies, que tenían madera negra. La mayoría de las veces, se importaba madera de ébano (negro), que es duramen, tiene una albura blanca estrecha y un duramen negro brillante, y en todos los tipos de cortes, las capas anuales y los rayos del núcleo son invisibles.La madera de ébano se utiliza para la fabricación de objetos artísticos y productos decorativos, teclas de piano, para incrustaciones en la decoración de interiores, y también se fabrican instrumentos de viento de madera. El árbol de ébano (negro) crece en India, África y Ceilán (en Sri Lanka). La densidad seca de la madera de ébano es de 1000 kg/m 3, es decir, más que la densidad del agua. Palo de rosa. En el comercio internacional, este nombre combina diferentes especies de árboles con maderas similares en color y estructura, que crecen en los trópicos. La madera de tales árboles es duramen difusamente vascular, su albura es estrecha, de color amarillo claro, con un tinte grisáceo, el núcleo en sí tiene un color marrón púrpura o chocolate con un tinte púrpura; es muy pesado, se seca un poco, es difícil de partir, pero está bien pulido. La madera de palisandro se utiliza para la fabricación de instrumentos musicales, tallas, torneado y otros productos. Секвойя - el árbol más grande del mundo, se distingue por su gran durabilidad; crece en los trópicos, pertenece a especies de coníferas; en términos de propiedades físicas y mecánicas, está cerca de la madera de abeto, está bien procesada; utilizado en la construcción, así como para la fabricación de muebles, lápices. Eucalipto En la naturaleza, hay más de 500 especies, crece principalmente en Australia y Oceanía. En Rusia, el eucalipto crece en pequeñas cantidades en la costa del Cáucaso del Mar Negro. El eucalipto es un árbol de rápido crecimiento, alcanzando tamaños muy grandes, más de 100 m de altura. Duramen Madera dura difusamente vascularizada, el duramen es marrón con varios tonos y la albura es clara. La madera de este árbol es densa, tiene alta resistencia y bioestabilidad, se utiliza en la construcción, construcción de automóviles, etc. CONFERENCIA N° 4. Propiedades de la madera 1. Color, brillo y textura de la madera Color la madera depende de las condiciones climáticas del árbol. En un clima templado, la madera de casi todas las especies es de color pálido, y en un clima tropical tiene un color brillante. La influencia del factor climático también afecta dentro de la misma zona, por ejemplo, las rocas que crecen en las zonas más cálidas - roble, nogal, tejo y otras, tienen un color intenso, y las que crecen al norte - abetos, pinos, álamos, abedules y otros, son pálidos. La intensidad del color también depende de la edad de los árboles: a medida que aumenta la edad, la intensidad aumenta. El cambio de color de la madera se produce por la influencia del aire y la luz, así como por los efectos de las lesiones fúngicas; al sostener madera en agua o en soluciones especiales; durante la cocción al vapor y el secado a alta temperatura. El color de la madera es una característica importante y se tiene en cuenta a la hora de elegir especies para la fabricación de muebles, decoración de interiores, en la elaboración de artesanías, instrumentos musicales, etc. brillo - esta es la capacidad de la madera para reflejar el flujo de luz direccionalmente. Las superficies lisas de los espejos tienen el mayor brillo, ya que dan un reflejo direccional. Por regla general, el brillo de la madera se evalúa por la blancura: cuanto mayor es la blancura de la madera, mayor es el índice de brillo. El deslumbramiento y los reflejos también dan rayos centrales en los cortes radiales. textura - se trata de un patrón natural sobre cortes tangenciales y radiales de la madera, formado por capas anuales y elementos anatómicos. Cuanto más compleja es la estructura de la madera, más rica es su textura. En la madera de coníferas, la estructura es simple y la textura es uniforme, está determinada principalmente por el ancho de los anillos anuales y la diferencia coloración de la madera temprana y tardía. La madera dura tiene una estructura compleja y una textura más rica. La naturaleza de la textura depende en gran medida de la dirección del corte. Muchas especies, como el nogal, el fresno, el olmo, el roble y otras, tienen una textura hermosa e interesante en un corte tangencial. La madera en el corte radial también tiene una textura hermosa y original. La madera de nudos formados en los troncos de árboles de madera dura tiene altas propiedades decorativas. La textura de la madera de arce ojo de pájaro, que se crea a partir de yemas "dormidas" que no se han desarrollado en un brote, es muy original. También se crea artificialmente una textura peculiar y hermosa con el prensado desigual de la madera y su posterior cepillado, o al pelar con un cuchillo ondulado, o en ángulo con respecto a la dirección de las fibras. Con un acabado de madera transparente, su textura es más pronunciada. La textura es el indicador más importante que determina el valor decorativo de la madera. Tipos de textura de madera: 1) sin un patrón pronunciado: tilo, pera; 2) patrón finamente moteado - roble, haya, plátano; 3) patrón muaré: arce gris, abedul ondulado, caoba; 4) dibujo "ojo de pájaro": fresno, arce, abedul de Carelia, álamo ucraniano; 5) patrón de concha - nuez caucásica, fresno, olmo - parte trasera; 6) patrón anudado - abeto, pino. 2. Contenido de humedad de la madera y propiedades asociadas a su cambio La madera recién cortada, por regla general, contiene una gran cantidad de agua y, en el futuro, según las condiciones de almacenamiento, puede aumentar o disminuir, o permanecer en el mismo nivel. Pero en la mayoría de los casos, es necesario tomar medidas para eliminar el agua, es decir, para secar la madera. Un indicador del contenido de agua en la madera es la humedad, que se divide en absoluta y relativa. En la práctica, utilizan principalmente valores absolutos. valor de laúd de la humedad, que está determinado por la fórmula: Wabdominales. = [(metro - metro0) / metro0] × 100%, donde m es la masa de la muestra de madera húmeda, g; m0 - la masa de la misma muestra absolutamente seca, G. El indicador de humedad relativa rara vez se usa, principalmente como indicador del contenido de humedad de la leña. Está determinado por la fórmula: Wrel. = (metro - metro0 /m) × 100%. Hay dos formas de determinar la humedad: directa e indirecta. El método directo se basa en la extracción de agua de la madera. Para ello, la muestra de madera limpia se seca en un horno a una temperatura de 103 °C hasta que se libera completamente la humedad. Durante el proceso de secado, la muestra se pesa, la primera vez después de 6 a 10 horas después del inicio del secado, y luego cada 2 horas. El secado se detiene cuando el peso de la muestra ya no disminuye. El método directo le permite determinar el contenido de humedad de la madera con gran precisión. El segundo método es indirecto, basado en medir la conductividad eléctrica de la madera mediante un medidor de humedad eléctrico. Con esta medida, la escala del dispositivo muestra la cantidad de humedad. Este método permite determinar rápidamente la humedad. Pero su desventaja radica en el error de medición, que es del 2-3%, y con un contenido de humedad de la madera de más del 30%, incluso más. El agua en la madera está en un estado ligado y libre. El agua ligada se encuentra en las paredes celulares y se mantiene firmemente. La eliminación de tal agua es difícil y tiene un efecto significativo en el cambio de la mayoría de las propiedades de la madera. La cantidad máxima de agua ligada corresponde al límite de saturación de la pared celular, que se tiene en cuenta en los cálculos: Wbs = 30%. El agua libre se encuentra en las cavidades celulares y los espacios intercelulares, por lo que es más fácil de eliminar de la madera. La madera recién cortada tiene un contenido de humedad en el rango de 50-100%, y con una larga permanencia en el agua, más del 100%. Después del secado al aire libre, la humedad se reduce al 15-20%. La humedad de 20-22% se llama transporte, y la humedad que tenga la madera durante el período de funcionamiento, - Operacional. El secado de la madera es de dos tipos: atmosférico, a temperatura ambiente, y artificial, o cámara, cuando la temperatura puede ser de hasta 100 ° C y superior. Durante el secado en cámara, se produce una contracción de la madera, es decir, una disminución de las dimensiones lineales en la dirección radial en un 3-7 %, y en la dirección tangencial, en un 8-10 %, a lo largo de las fibras, en un 0,1-0,3 %. La contracción volumétrica total es del 11-17%. Cuando se seca la madera con una disminución de la humedad, sus propiedades mecánicas cambian: la elasticidad disminuye, pero la resistencia a la compresión aumenta y la conductividad eléctrica también disminuye. 3. Densidad de la madera. Propiedades térmicas de la madera. Densidad de la madera es la masa por unidad de volumen del material expresada en g/cm 3 o kg/m 3. Hay varios indicadores de la densidad de la madera, que dependen de la humedad. La densidad de una sustancia leñosa es la masa por unidad de volumen del material que forma las paredes celulares. Es aproximadamente el mismo para todas las razas y es igual a 1,53 g/cm 3, es decir, 1,5 veces mayor que la densidad del agua. La densidad de la madera absolutamente seca es la masa por unidad de volumen de madera en ausencia de agua. Está determinado por la fórmula: ρ0 = m0 / V0, donde p0 - densidad de la madera absolutamente seca, g/cm 3 o kg/m 3; m0 - peso de una muestra de madera con un contenido de humedad de 0%, g o kg; V0 - el volumen de la muestra de madera con un contenido de humedad de 0%, cm 3 o m 3. La densidad de la madera es menor que la densidad de la sustancia leñosa, ya que tiene huecos llenos de aire, es decir, porosidad, que se expresa en porcentaje y caracteriza la proporción de huecos en la madera absolutamente seca. Cuanto mayor es la densidad de la madera, menor es su porosidad. La densidad de la madera depende significativamente de la humedad. Con el aumento de la humedad, la densidad de la madera aumenta. De acuerdo con la densidad, todas las especies se dividen en tres grupos (con un contenido de humedad de la madera del 12%): 1) rocas de baja densidad - 540 kg/m 3 y menos: esto es abeto, pino, tilo, etc .; 2) rocas de densidad media - de 550 a 740 kg/m 3- esto es roble, abedul, olmo, etc .; 3) rocas de alta densidad - 750 kg/m 3 y más: cornejo, carpe, pistacho, etc. Propiedades térmicas de la madera. son la capacidad calorífica, la conductividad térmica, la difusividad térmica y la expansión térmica. Capacidad de calor: la capacidad de la madera para acumular calor. La capacidad calorífica específica C se toma como un indicador de la capacidad calorífica: la cantidad de calor necesaria para calentar 1 kg de masa de madera en 1 °C. Se mide en kJ/kg × t °C. La madera seca es una sustancia de madera y aire, y la fracción de masa de aire en ella es insignificante Por lo tanto, la capacidad calorífica de la madera seca es casi igual a la capacidad calorífica de la sustancia de madera. La capacidad calorífica específica de la madera es prácticamente independiente de la especie ya una temperatura de 0 °C para la madera absolutamente seca es de 1,55 kJ. Con un aumento de la temperatura, la capacidad calorífica específica aumenta ligeramente y a una temperatura de 100 °C aumenta aproximadamente un 25 %. Cuando la madera se humedece, su capacidad calorífica aumenta. El proceso de transferencia de calor en la madera se caracteriza por dos indicadores: el coeficiente de conductividad térmica y el coeficiente de difusividad térmica. ¿Coeficiente de conductividad térmica? numéricamente igual a la cantidad de calor que pasa por unidad de tiempo a través de una pared de madera con un área de 1 m 2 y 1 m de espesor con una diferencia de temperatura en lados opuestos de la pared de 1 °C. Se mide en W/(m × °C). El coeficiente de difusividad térmica caracteriza la tasa de cambio en la temperatura de la madera cuando se calienta o se enfría. Determina la inercia térmica de la madera, es decir, su capacidad para igualar la temperatura. La difusividad térmica se calcula mediante la fórmula: α = λ/s × ρ, donde ρ es la densidad del material, kg/m3; λ - coeficiente de conductividad térmica, W / (m × °С); c es la capacidad calorífica específica de la madera, kJ / (kg × °С). 4. Propiedades eléctricas y acústicas de la madera Como lo demuestran numerosos estudios de las propiedades eléctricas de la madera, su conductividad eléctrica, es decir, la capacidad de conducir la corriente eléctrica, está inversamente relacionada con su resistencia eléctrica. Hay resistencias de superficie y de volumen, que juntas dan la resistencia total de una muestra de madera colocada entre dos electrodos. La resistencia del volumen caracteriza el obstáculo para el paso de la corriente a través del espesor de la muestra y la resistencia de la superficie, a lo largo de la superficie. Los indicadores de resistencia eléctrica son el volumen específico y la resistencia superficial específica. Los estudios han demostrado que la madera seca conduce mal la electricidad, pero con el aumento de la humedad, su resistencia disminuye. Esto se puede ver a partir de los datos obtenidos durante los estudios (Tabla 1). Tabla 1 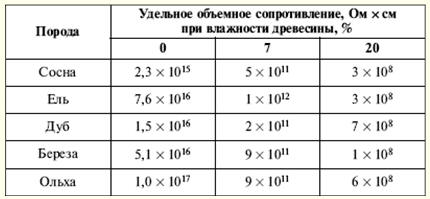 Se produce una disminución de la resistencia superficial con un aumento de la humedad. Por ejemplo, con un aumento en el contenido de humedad del haya del 4,5 al 17 %, la resistencia eléctrica superficial disminuye de 1,2 × 1013 hasta 1 × 107 Ohm. Además, como resultado de la investigación, se encontró que se produce una disminución de la resistencia eléctrica de la madera cuando se calienta, especialmente a su baja humedad, por lo que un aumento de la temperatura de 20 a 94 ° C reduce la resistencia de absolutamente madera seca por 10 6 tiempos propiedades acústicas. Al estudiar las propiedades acústicas de la madera, se encontró que la velocidad de propagación del sonido en la madera es mayor cuanto menor es su densidad y mayor el módulo de elasticidad. Los valores medios de la velocidad del sonido a lo largo de las fibras para madera seca en ambiente son: roble - 4720 m/s, fresno - 4730 m/s, pino - 5360 m/s, alerce - 4930 m/s. Otros estudios han demostrado que la velocidad del sonido a través de las fibras es de 3 a 4 veces menor que a lo largo de las fibras. La velocidad de propagación del sonido depende de las propiedades de los materiales y, en primer lugar, de la densidad, por ejemplo, en el acero, el sonido se propaga a una velocidad de 5050 m/s, en el aire - 330 m/s y en el caucho - 30 EM. Con base en los datos obtenidos en el estudio de las propiedades acústicas de la madera, se construyó un método ultrasónico para determinar su resistencia y defectos ocultos internos. Según los datos de la investigación, la capacidad de absorción acústica de la madera es baja, por ejemplo, el aislamiento acústico de la madera de pino con un espesor de 40 cm es de 48 dB y el roble con un espesor de 3 cm es de 12 dB. Según ha establecido la investigación, las mejores propiedades acústicas en cuanto a la mayor emisión de sonido son las maderas de abeto, abeto y cedro, que se utilizan para la fabricación de muchos instrumentos musicales: punteadas, de arco, teclados, etc. la madera de exposición a largo plazo tiene las mejores propiedades acústicas, durante 4,5 años o más. 5. Durabilidad de la madera Las propiedades mecánicas incluyen la resistencia y deformabilidad de la madera, así como algunas propiedades tecnológicas. La fuerza de la madera es su capacidad para resistir la destrucción bajo la influencia de cargas externas. La resistencia a la tracción de la madera se determina probando muestras para compresión, tensión, flexión, corte. Cuando se prueba la compresión de la madera, la carga se lleva a cabo a lo largo de las fibras, luego a través y en un solo lugar. La resistencia a la tracción se determina en MPa mediante la fórmula: бszh = Pmax /a×b, donde Pmax - carga máxima de rotura, N; a y b son las dimensiones de la muestra de madera, mm. De acuerdo con los datos de prueba, se encontró que cuando la madera se estira a través de las fibras, la resistencia es aproximadamente 1/20 de la resistencia a la tracción a lo largo de las fibras. Por lo tanto, al diseñar productos y construir diversas estructuras de edificios, no se permite que las cargas de tracción se dirijan a través de las fibras. En la práctica, en la mayoría de los casos, los productos de madera funcionan con cargas de flexión. Por lo tanto, las muestras de madera deben probarse para la flexión, mientras se determina la resistencia a la tracción en MPa de acuerdo con la fórmula: бde = 3Pmax × l/2 × ancho × alto2, donde l - distancia entre soportes, mm; b - ancho de la muestra en la dirección radial, mm; h es la altura de la muestra en la dirección tangencial, mm. Cuando la muestra se dobla en el lado convexo, surgen esfuerzos de tracción y en el lado cóncavo surgen esfuerzos de compresión. Con cargas superiores al valor límite, la destrucción de la madera se produce en forma de ruptura de fibras estiradas en el lado convexo de la fractura de la muestra. La resistencia al corte es de gran importancia. Este indicador se determina cuando se prueban tres tipos de cizallamiento: para cizallamiento a lo largo ya través de las fibras; para cortar madera a lo largo de la veta. Al mismo tiempo, la resistencia a la tracción de la madera para astillar es bck, MPa se determina mediante la fórmula: бck = Pmax /b×l, donde P max - carga máxima, N; b, l - espesor y longitud de la muestra en el plano de corte, mm. Las pruebas para cortar madera a través de las fibras se llevan a cabo en muestras utilizando un cuchillo móvil. En este caso, la resistencia a la tracción en MPa está determinada por la fórmula: τ = PAGmax / 2 × a × b, donde Pmax - carga máxima, N; a y b son las dimensiones de la sección de muestra, mm (transversal). Como muestran los resultados de las pruebas, la resistencia de la madera cuando se corta a través de las fibras es 4 veces mayor que cuando se astilla a lo largo de las fibras. Como han demostrado las pruebas, los módulos de elasticidad en compresión y tensión de la madera son aproximadamente los mismos y ascienden a 12,3 GPa para el pino, 14,6 GPa para el roble y 16,4 GPa para el abedul con un contenido de humedad del 12 %. El módulo de elasticidad a través de las fibras es unas 20-25 veces menor que a lo largo, y en la dirección radial es mayor que en la dirección tangencial, en un 20-50%. Al probar la madera, también se determina el módulo de elasticidad: mi = 3 × P × l / (64b × h3 ×f), donde P es la carga igual a la diferencia entre los límites de medición superior e inferior, N; l - distancia entre los soportes (sobre los que se encuentra la muestra de madera), mm; b y h - ancho y alto de la muestra, mm; f - deflexión igual a la diferencia entre los valores medios aritméticos de la deflexión en los límites de carga superior e inferior, mm. 6. Propiedades tecnológicas de la madera Propiedades tecnológicas: resistencia al impacto, dureza, resistencia al desgaste, capacidad para sujetar tornillos, clavos y otros sujetadores, así como maquinabilidad con herramientas de corte. Resistencia al impacto de la madera - esta es su capacidad para absorber fuerzas (trabajo) en el momento del impacto sin destrucción. Cuanto mayor sea la cantidad de trabajo necesario para romper la muestra, mayor será su viscosidad. La resistencia al impacto está determinada por la fórmula: A \uXNUMXd Q / b x h, J / cm 2, donde Q es el trabajo gastado en la fractura de la muestra, J; b y h son el ancho y el alto de la muestra. dureza de la madera es su capacidad para resistir la indentación de un cuerpo hecho de un material más duro: un punzón de acero con una punta hemisférica de radio r = 5,64 mm a una profundidad de 5,64 mm. Al mismo tiempo, al final de la carga, en la escala del medidor de fuerza de la máquina se cuenta la carga R. Después de la prueba, queda una huella de 100 mm de área en la madera. 2. La dureza estática de la muestra se determina en N/mm usando la fórmula: H \uXNUMXd P / π × r2, donde π×r2 - el área de la huella en la madera cuando se presiona un hemisferio de radio r, mm. Si hay una división de las muestras durante el proceso de prueba, entonces el punzón se presiona a una profundidad menor: 2,82 mm, y la dureza se determina mediante la fórmula: H = 4P / (3π × r2). Todas las rocas se dividen en tres grupos según la dureza de la superficie final: blanda - con una dureza de 40 N/mm 2 y menos, dura - 41-80 N/mm 2 y muy dura - más de 80 N/mm 2. resistencia al desgaste la madera caracteriza su capacidad de resistir el desgaste al rozar contra la superficie de elementos abrasivos o microrrugosidades de un cuerpo más sólido. Cuando se realizan pruebas de abrasión, se crean condiciones que imitan el proceso real de abrasión de la madera utilizada para pisos, escaleras y terrazas. La abrasión se lleva a cabo en una máquina especial. En este caso, el índice de abrasión t se calcula en mm según la fórmula: t = h × (metro1 - M2) / metro1, donde h es la altura de la muestra antes de la abrasión, mm; m 1 y M 2 es la masa de la muestra antes y después del ensayo, respectivamente, g. La resistencia específica a la extracción de un clavo o tornillo está determinada por la fórmula: Рud. = PAGmax / l (N/mm), donde Pmax - carga máxima al sacar clavos o tornillos; l es la longitud de clavar un clavo o atornillar un tornillo. La capacidad de la madera para sujetar sujetadores depende de su especie, densidad y contenido de humedad. La resistencia a la extracción de los clavos martillados en las direcciones radial y tangencial es aproximadamente la misma, pero es mayor que cuando los clavos se introducen en el extremo de la muestra. La capacidad de la madera para doblarse. - lo mejor en haya, roble, fresno, peor - en coníferas. Para mejorar la flexibilidad de la madera, se cuece al vapor antes de doblarse, luego, después de doblarse, se enfría y se seca en un estado fijo, como resultado de lo cual adquiere una forma curva estable. La capacidad de la madera para partirse - este es el proceso de separarlo a lo largo de las fibras bajo la acción de la carga transmitida a la cuña. Esta es una propiedad negativa de la madera cuando se colocan clavos cerca del borde, así como muletas, tornillos cuando se atornilla, pero positiva cuando se corta leña o se cosechan troncos partidos. CONFERENCIA N° 5. Aleaciones 1. La estructura de los metales Metales y sus aleaciones - el material principal en ingeniería mecánica. Tienen muchas propiedades valiosas, principalmente debido a su estructura interna. Los metales o aleaciones blandos y dúctiles pueden volverse duros, quebradizos y viceversa. Para cambiar conscientemente las propiedades de los metales, es necesario conocer los conceptos básicos de su estructura cristalina. Como es sabido, todos los cuerpos están formados por un gran número de átomos, que se mantienen unidos por fuerzas cohesivas, que oscilan a alta frecuencia cerca de los puntos de equilibrio. Dado que los átomos de diferentes metales son diferentes, cada metal tiene sus propias propiedades específicas. Estas propiedades dependen de la disposición de los átomos entre sí, la naturaleza de sus enlaces y la distancia entre ellos. Si cambia la distancia entre los átomos o el orden de su disposición, las propiedades del metal también cambiarán. En los cuerpos amorfos -resina, vidrio, colofonia, etc.- los átomos están dispuestos al azar. En los metales se encuentran en cierto orden geométrico, formando cristales, por lo tanto los metales son cuerpos cristalinos. Los metales difieren no solo en el orden de disposición de los átomos, sino también en la red cristalina, que es una cuadrícula espacial imaginaria que consta de celdas elementales, en cuyos nodos hay átomos. Se distinguen las siguientes redes cristalinas de metales con un empaquetamiento denso de átomos: cúbico centrado en el cuerpo, cúbico centrado en las caras y hexagonal. En una celda de una red cúbica centrada en el cuerpo, los átomos están ubicados en los vértices y el centro del cubo. Tal celda contiene nueve átomos (cromo, tungsteno, vanadio, molibdeno, litio y, a ciertas temperaturas, hierro y otros metales). En una celda de una red cúbica centrada en las caras, los átomos se ubican en los vértices del cubo y en la intersección de las diagonales de cada plano. Tal celda tiene 14 átomos (plomo, níquel, cobre, oro, plata, placa, hierro a ciertas temperaturas y otros metales). En una celda de una red cristalina hexagonal, los átomos están ubicados en los vértices y en el centro de las bases hexagonales del prisma, y tres átomos están ubicados en su plano medio, mientras que dicha celda contiene 17 átomos (magnesio, zinc, cadmio , osmio, berilio y otros metales). Bajo ciertas condiciones, algunos metales (hierro, titanio, zirconio, estroncio, cobalto, calcio y otros) pueden reorganizarse de un tipo de red cristalina a otra, por ejemplo, de cúbica centrada en el cuerpo a centrada en la cara e incluso hexagonal. La celda elemental muestra solo un elemento, o una celda, de la red cristalina. Toda la red cristalina de un metal real consta de un gran número de celdas elementales que se repiten repetidamente. De gran importancia es la distancia entre los átomos de una celda de una red cristalina o entre planos atómicos paralelos que forman una celda elemental. Cuanto mayor sea esta distancia, menos duradero será el metal. La distancia entre ellos se mide en angstroms - 1 A = = 10 -8 cm o en nanómetros - 1 A \u0,1d XNUMX nm. Por la práctica se sabe que el hierro es más fuerte que el cobre y que el cobre es más fuerte que el aluminio. 2. Cristalización y estructura de metales y aleaciones La disposición de los átomos, el tipo de red cristalina, la propiedad natural del metal, la forma de los cristales y sus tamaños dependen del proceso de transición del metal de un estado líquido a un estado sólido. El proceso de formación de cristales durante la solidificación de los metales se denomina cristalización. Durante la cristalización de los metales, se libera calor, y durante la transición de los metales de un estado sólido a un estado líquido, se absorbe calor. Observaciones con la ayuda de partes de medición de temperatura del proceso de disminución de temperatura. durante la transición de un metal de un estado líquido a un estado sólido, permitieron establecer una cierta regularidad. Primero, la temperatura desciende uniformemente. En el período inicial de formación de cristales, debido a la liberación de calor latente durante la formación de la red cristalina, la caída de temperatura se detiene y permanece sin cambios hasta que el metal se solidifica por completo. Después de que todo el metal se ha endurecido, la temperatura comienza a descender nuevamente. La temperatura correspondiente a un área horizontal se llama crítico. La cristalización de los metales es similar a la cristalización de las sales, y este proceso consta de dos procesos elementales que ocurren simultáneamente. El primero es la formación de centros de cristalización o núcleos de cristal, el segundo es el crecimiento de cristales a partir de estos centros. La etapa primera - la aparición de núcleos de cristales metálicos. La segunda etapa - a medida que el metal se enfría, más y más átomos de metal líquido se unen a los núcleos, que se agrupan en cierto orden unos cerca de otros, formando células elementales de la red cristalina. Este proceso continúa hasta el final de la cristalización. Además, los cristales del metal solidificado tienen una forma irregular y muy diversa, lo que se explica por las condiciones de cristalización. En el proceso de cristalización, aumenta el número de cristales - en 1 mm 3 Se pueden formar más de 1000 cristales. Los cristales que tienen una forma externa irregular se llaman cristalitos, o granos. Los metales puros se utilizan relativamente raramente en la ingeniería mecánica y otras ramas del complejo económico. Las más utilizadas son las aleaciones que constan de dos o más elementos (dos metales, como el cobre y el zinc, o un metal y un no metal, como el hierro y el carbono). Los elementos de una aleación se llaman componentes Dependiendo de la disposición de los átomos en la red cristalina, se distinguen las soluciones sólidas de sustitución y las soluciones sólidas intersticiales. En una solución sólida de sustitución, los átomos del componente soluble se reemplazan por átomos de solvente, mientras que en la solución sólida intersticial, los átomos de solvente se ubican entre los átomos del componente soluble en los puntos más débiles de los elementos de la red cristalina. Las aleaciones, que son soluciones sólidas, tienen propiedades valiosas. Son más duros y fuertes que los componentes incluidos en él. Los componentes de algunas aleaciones durante la cristalización pueden entrar en un enlace químico, formando un compuesto químico. Los compuestos químicos tienen una dureza muy alta y una buena resistencia eléctrica. 3. Transformaciones de difusión y sin difusión debajo difusión comprender el movimiento de los átomos en un cuerpo cristalino a distancias que exceden las distancias interatómicas promedio de un metal dado. Si el movimiento de los átomos no está asociado con un cambio en la concentración en volúmenes individuales, entonces tal proceso se llama autodifusión. La difusión acompañada de un cambio en la concentración se llama heterodifusión. En los casos en que la heterodifusión va acompañada de la formación de nuevas fases, que ocurre con mayor frecuencia durante el procesamiento químico y técnico, se denomina difusión reactiva. El proceso de difusión se basa en un mecanismo atómico en el que cada átomo realiza caminatas más o menos aleatorias. Las transformaciones por difusión en los metales ocurren durante varios tratamientos químicos y térmicos: cromado, cementación, alusión (aluminizado), etc. cromado proporciona una mayor resistencia al calor del acero hasta 800 °C, alta resistencia a la corrosión en ambientes como agua dulce y de mar, ácidos acético y fosfórico, y resistencia a la erosión a bajas y altas temperaturas. El cromado de aceros que contienen más de 0,3-0,4% de carbono también aumenta la dureza y la resistencia al desgaste. Durante el cromado, la capa de difusión consiste en una solución de cromo en? - hierro, y el contenido de cromo en la superficie es del 25-50%. En este proceso, en el caso de utilizar CrCl 2 tiene lugar la siguiente reacción: ClCr 2 + Fe → FeCl 2 +Cr. Durante el tratamiento térmico del acero, no difuso, o alotrópico, transformaciones en el proceso de cristalización secundaria. En particular, a una temperatura de +775 ° C en acero que contiene 0,6% de carbono, comienzan las transformaciones alotrópicas, es decir, la separación de ferrita de austenita (una solución sólida de carbono (hasta 2,14%)) y otras impurezas en el volumen de planchar. Ferrito - una solución sólida de una pequeña cantidad de carbono (hasta 0,04%) y otras impurezas en? - glándula - un componente estructural blando, plástico e insuficientemente fuerte. Dado que la ferrita contiene una cantidad insignificante de carbono, la austenita restante se enriquecerá gradualmente, a medida que la ferrita se precipita, en carbono. Cuando la concentración de carbono en la austenita restante alcance el 0,8 %, a una temperatura de +727 °C, el acero que contenga un 0,6 % de carbono contendrá ferrita y austenita, y a temperaturas inferiores a +727 °C - ferrita y perlita, y la ferrita-perlita la estructura permanecerá sin cambios significativos incluso con un mayor enfriamiento del acero a temperatura ambiente. Transformaciones similares son características de todos los aceros hipoeutectoides (que contienen menos de 0,8% de carbono). La diferencia estará solo en las temperaturas del comienzo de la precipitación de ferrita. Además, si el acero contiene un 0,8 % de carbono, su cristalización secundaria se producirá a una temperatura constante (+727 °C) y estará acompañada de un solo proceso: la formación de perlita. Esto se explica por el hecho de que, en este caso, el contenido de carbono en el acero corresponde a la composición eutectoide, una mezcla mecánica de cristales liberados de la aleación líquida al mismo tiempo. Esto crea una estructura de grano fino de la aleación. 4. Clasificación de las aleaciones. Hierro y sus aleaciones Acero y hierro fundido - materiales básicos en ingeniería mecánica. Constituyen el 95% de todas las aleaciones utilizadas en ingeniería. Acero es una aleación de hierro con carbono y otros elementos que contienen hasta un 2,14% de carbono. carbono - la impureza más importante del acero. La resistencia, dureza y ductilidad del acero dependen de su contenido. Además de hierro y carbono, el acero contiene silicio, manganeso, azufre y fósforo. Estas impurezas ingresan al acero durante el proceso de fundición y son sus acompañantes inevitables. hierro fundido - aleación a base de hierro. La diferencia entre el hierro fundido y el acero radica en su mayor contenido de carbono: más del 2,14%. Las más extendidas son las fundiciones que contienen un 3-3,5% de carbono. La composición de los hierros fundidos incluye las mismas impurezas que el acero, es decir, silicio, manganeso, azufre y fósforo. Las fundiciones, en las que todo el carbono está en combinación química con el hierro, se denominan blancas (según el tipo de fractura), y las fundiciones, en las que todo o la mayor parte del carbono es grafito, se denominan grises. En las fundiciones blancas, siempre hay un componente estructural más: la ledeburita. Este es un eutéctico, es decir, una mezcla mecánica uniforme de granos de austenita y cementita, obtenida durante la cristalización, contiene 4,3% de carbono. La ledeburita se forma a una temperatura de +1147 °C. Ferrito - una solución sólida de una pequeña cantidad de carbono (hasta 0,04%) y otras impurezas en? - planchar. Es prácticamente hierro puro. Cementita - compuesto químico de hierro con carbono - carburo de hierro. Perlita - mezcla mecánica uniforme en una aleación de ferrita y cementita. Esta mezcla recibió tal nombre porque la sección durante su grabado tiene un tono de nácar. Dado que la perlita se forma como resultado de procesos de cristalización secundaria, se denomina eutectoide. Se forma a una temperatura de +727 °C. Contiene 0,8% de carbono. La perlita tiene dos variedades. Si la cementita que contiene está en forma de placas, se llama laminar, pero si la cementita está en forma de granos, la perlita se llama granular. Bajo el microscopio, las placas de cementita parecen brillantes porque son muy duras, se pulen bien y se corroen menos cuando se graban con ácidos que las placas de ferrita blanda. Si las aleaciones de hierro y carbono se calientan a ciertas temperaturas, se producirá una transformación alotrópica de α-hierro en ν-hierro y se formará un componente estructural, que se denomina austenita austenita es una solución sólida de carbono (hasta 2,14%) y otras impurezas en ν-hierro. capacidad de carbono disolver en hierro no es lo mismo a diferentes temperaturas. A una temperatura de +727 °C, el hierro ν no puede disolver más del 0,8 % del carbono. A la misma temperatura, la austenita se descompone para formar perlita. La austenita es un componente estructural blando. Se caracteriza por una alta plasticidad, no tiene propiedades magnéticas. Al estudiar los componentes estructurales de las aleaciones de hierro-carbono, se encontró que a temperatura ambiente siempre constan de dos elementos estructurales: ferrita dúctil blanda y cementita dura, que fortalece la aleación. 5. Diagramas de estado de aleaciones Las aleaciones se pueden obtener combinando la mayoría de los metales entre sí, así como con no metales. Los diagramas de estado de las aleaciones dan una representación visual de las transformaciones que ocurren en las aleaciones dependiendo de su composición química y temperatura. Al construir diagramas del estado de las aleaciones, la composición química o concentración de la aleación como porcentaje se indica en el eje de abscisas. Para ello, se divide una línea horizontal de cierta longitud en cien partes idénticas, y cada división se toma como el 1% de uno de los componentes de la aleación.  Arroz. 5. Diagrama del estado de las aleaciones del sistema plomo-antimonio (Pb-Sb) El punto A corresponde al plomo puro y el punto B corresponde al antimonio puro. La temperatura se indica en el eje y en una escala determinada. Para construir un diagrama de estado de aleación, primero se construye una serie de curvas de enfriamiento para aleaciones de los mismos elementos con diferentes concentraciones. Sobre la base de estas curvas, se construye un diagrama. Las aleaciones, cuyos componentes, durante la solidificación, forman solo mezclas mecánicas, pertenecen al primer grupo. El diagrama de estas aleaciones se denomina condicionalmente diagrama de fase del primer tipo. El diagrama de aleaciones que forman solo soluciones sólidas durante la solidificación se denomina diagrama de fase del segundo tipo. Los más típicos para los diagramas del primer tipo son las aleaciones de plomo con antimonio. Construcción de un diagrama (del primer tipo) del estado de las aleaciones Pb-Sb: 1) curvas de enfriamiento de aleaciones hipoeutécticas; 2) diagrama de estado de aleaciones de Pb-Sb; 3) curvas de enfriamiento de aleaciones hipereutécticas. El diagrama está construido para cinco tipos de aleación de plomo-antimonio: 1) 5% de antimonio y 95% de plomo; 2) 10% de antimonio y 90% de plomo; 3) 20% de antimonio y 80% de plomo; 4) 40% de antimonio y 60% de plomo; 5) 80% de antimonio y 20% de plomo. todos tienen dos temperaturas críticas: arriba y abajo. El estudio de los procesos de cristalización de estas aleaciones muestra que la temperatura crítica superior corresponde al comienzo y la inferior al final de la solidificación de la aleación. Así, el proceso de cristalización de las aleaciones de Pb-Sb difiere marcadamente de la cristalización de los metales puros. Las aleaciones cristalizan en el rango de temperatura y los metales puros, a una temperatura constante. La mezcla mecánica de cristales liberados de una aleación líquida al mismo tiempo se llama eutéctico (traducido del griego - "bien construido"). Las aleaciones de esta concentración se llaman eutéctico. La línea DIA en el diagrama se llama línea liquidus (traducido del griego - "líquido"). Por encima de esta línea, cualquier aleación de plomo-antimonio se encuentra en estado líquido. La línea DSVE fue nombrada la línea sólido (traducido del griego - "sólido"), o línea eutéctica. El punto C muestra la composición del eutéctico. Las aleaciones situadas a la izquierda de este punto se denominan hipoeutéctico, a la derecha de ella hipereutéctico. En la estructura de las aleaciones hipoeutécticas, además del eutéctico, siempre hay una cierta cantidad de plomo, y en las aleaciones hipereutécticas, además del eutéctico, antimonio. LECCIÓN N° 6. Propiedades mecánicas de los metales 1. Deformación y destrucción Cargar llamadas de aplicación deformación. En el momento inicial, la carga, si no va acompañada de cambios de fase (estructurales), provoca únicamente una deformación elástica (reversible). Al alcanzar un cierto esfuerzo, la deformación (parcialmente) se vuelve irreversible (deformación plástica), mientras que la estructura del metal y, en consecuencia, sus propiedades también cambian de manera irreversible.La dependencia de la deformación con respecto al esfuerzo se representa mediante el llamado diagrama de tensión. Estrés condicional: σ = P / F0 (kgf/mm2), donde P es la fuerza; F0 - sección inicial y eje de abscisas - deformación relativa: ε = ∆l / l, donde Δl es el incremento de longitud, l - longitud inicial. La tangente del ángulo de inclinación es recta: tg α \uXNUMXd σ / ε \uXNUMXd E - el módulo de elasticidad normal (en kgf / mm 2) - caracteriza la rigidez del material (resistencia a la deformación elástica), que está determinada por las fuerzas de interacción interatómica, dependiendo en primera aproximación de la temperatura de fusión del metal. Dado que la aleación y el tratamiento térmico tienen muy poco efecto sobre el punto de fusión, el módulo de elasticidad normal puede considerarse como una característica estructuralmente insensible. Para todos los aceros E ≈ 2 × 10 4 kgf/mm 2, y para aleaciones de aluminio E ~ 0,7 × 10 4 kgf/mm 2. La tensión condicional en la que se viola la relación proporcional entre ε y σ es el límite elástico (o límite de proporcionalidad). A efectos técnicos (excepto para los elementos elásticos), una pequeña desviación de la proporcionalidad no se considera significativa, y normalmente se considera que la deformación plástica se produce cuando la deformación irreversible permanente εpl. se convierte en 0,2%. El voltaje condicional al cual = 0,2% se llama límite elástico (en el diagrama - σ0,2) y caracteriza la resistencia del material a pequeñas deformaciones plásticas. El estrés verdadero alcanza su valor máximo en el punto Z, en la destrucción final de la muestra. Para materiales de alta resistencia y bajo contenido plástico σВ > 150 kgf/mm 2, el estrechamiento relativo ψ (cambio en el estrechamiento) en el punto de ruptura (destrucción) es inferior al 40 %, y ψ está determinado por la fórmula: ψ = (Fо - F.х)Fо, donde F 0 - sección de la muestra antes de la destrucción; Fx - sección en el momento de máxima deformación. Destrucción puede ser de dos tipos, que se pueden llamar "separación" (resto) y "destrucción" (vacaciones). La separación es típica de materiales muy plásticos (generalmente metales de alta pureza), cuya deformación después de alcanzar el punto ? В conduce a un estrechamiento del 100% sin la formación de una superficie de fractura. En todos los demás casos, el estrechamiento alcanza un cierto valor, después de lo cual la muestra se destruye con la formación de superficies de fractura.  Arroz. 6. Tipos de muestras rotas: a - separación; b - destrucción con deformación plástica preliminar; c - falla sin deformación plástica preliminar. El proceso de destrucción está precedido por: deformación elástica y deformación plástica. 2. Propiedades mecánicas de los metales Propiedades mecánicas los metales están determinados por las siguientes características: límite elástico σТ, límite elástico σЕ, resistencia a la tracción alargamiento relativo σ, estrechamiento relativo ψ y módulo de elasticidad E, resistencia al impacto, límite de fatiga, resistencia al desgaste. Dureza, determinado por los métodos no destructivos más simples, depende principalmente del contenido de carbono y de las condiciones de tratamiento térmico del acero. Para una estimación aproximada de la resistencia, se puede utilizar la siguiente relación: σВ = HB/3. Todas las partes metálicas de las máquinas durante el funcionamiento están expuestas a diversas cargas externas, que pueden llevarse a cabo de forma suave, gradual (estática) o instantánea (dinámica). Al actuar sobre las piezas, las cargas externas cambian su forma, es decir, se deforman La propiedad de los materiales hechos de metal y aleaciones para tomar su forma original después de la terminación de la acción de las fuerzas externas se llama elasticidad, y la deformación que desaparece después de retirar la carga se llama elástico. Si se aplican grandes esfuerzos a una parte metálica y después de la terminación de su acción no toma su forma original, sino que permanece deformada, entonces tal deformación se llama el plastico. La capacidad de los materiales y partes metálicas para deformarse bajo la influencia de cargas externas sin colapsar, y para retener la forma modificada después de la terminación de la fuerza se denomina plasticidad. Los materiales hechos de metales que no son capaces de deformación plástica se llaman frágil. Una propiedad importante de los materiales y partes hechas de metales, junto con la elasticidad y plasticidad, es fuerza Las piezas o herramientas metálicas, según las condiciones de trabajo, deben tener ciertas propiedades mecánicas: resistencia, elasticidad, plasticidad. Durante la operación a largo plazo, las partes metálicas de las máquinas están sujetas a cargas revariables (estiramiento - compresión). En tensiones por debajo del límite elástico o el límite elástico, pueden fallar repentinamente. Este fenómeno se llama fatiga de metal. El límite de fatiga (fatiga) es el esfuerzo máximo que los materiales y las piezas metálicas pueden soportar sin romperse, con un número suficientemente grande de cargas variables repetidas (ciclos). Para muestras de acero, esta característica se establece en 10 millones de ciclos, para metales no ferrosos, en 100 millones de ciclos. ¿El límite de resistencia se denota con una letra griega? -1 y medido en Pa. Durante el funcionamiento, muchas piezas de la máquina se calientan a altas temperaturas, alcanzando los 1000 °C o más. Para tales partes, una característica importante es resistencia al calor - la capacidad de los materiales hechos de metales y aleaciones para mantener la resistencia requerida a altas temperaturas. En metales y aleaciones que trabajan durante mucho tiempo bajo carga a altas temperaturas, existe un fenómeno arrastrarse, es decir, deformación plástica continua bajo la acción de una carga constante (metal "creeps"). 3. Métodos para fortalecer metales y aleaciones. El endurecimiento superficial de metales y aleaciones se usa ampliamente en muchas industrias, en particular en la ingeniería moderna. Permite obtener una alta dureza y resistencia al desgaste de la capa superficial manteniendo un núcleo suficientemente viscoso, mejora la durabilidad y la resistencia a la fatiga. Algunos métodos de endurecimiento superficial son altamente productivos. En algunos casos, se utilizan con gran eficiencia en lugar de los métodos de tratamiento térmico convencionales. Hay un gran número de piezas cuyas propiedades de la capa superficial del metal están sujetas a otros requisitos además de las propiedades de las capas internas. Por ejemplo, los dientes de los engranajes experimentan una fuerte fricción durante la operación, por lo que deben tener una dureza alta, pero una dureza baja y una buena tenacidad para que los dientes no colapsen por golpes e impactos. Por lo tanto, los dientes de los engranajes deben ser duros en la superficie y viscosos en el núcleo. La forma más común de endurecer la capa superficial de metales y aleaciones es endurecimiento superficial, en el que sólo una parte de la capa superficial de las piezas adquiere una gran dureza. El resto no se endurece y conserva la estructura y propiedades que tenía antes del endurecimiento. En la actualidad, el endurecimiento superficial con calentamiento por inducción mediante corrientes de alta frecuencia es el más utilizado. Este método progresivo de tratamiento térmico de alto rendimiento proporciona un aumento en las propiedades mecánicas del acero, incluido el límite elástico, la fatiga y la dureza, elimina la posibilidad de descarburación, reduce el riesgo de oxidación de la superficie de los productos y su deformación. Los detalles de forma compleja, sierras de cinta, herramientas de corte (fresas, taladros), palancas, ejes están sujetos a endurecimiento superficial por pulsos. Para hacer esto, la parte endurecida de la pieza se calienta a una temperatura superior a la temperatura de calentamiento convencional de este material para el endurecimiento, y luego se enfría a una velocidad alta debido a la eliminación de calor al resto de la masa de la pieza sin el uso de refrigeración. medios de comunicación. Como resultado del endurecimiento por impulso, se obtiene una capa "blanca" endurecida, que es estable cuando se templa hasta una temperatura de 450 ° C, tiene una estructura de grano fino, alta dureza y resistencia al desgaste. CONFERENCIA N° 7. Aleaciones hierro-carbono 1. Diagrama de hierro-cementita El diagrama hierro-cementita cubre el estado de las aleaciones hierro-carbono, que contienen hasta un 6,67% de carbono.  Arroz. 7. Diagrama del estado de las aleaciones hierro-carbono (líneas sólidas - sistema Fe-Fe 3 C; punteado - sistema Fe-C) aceros al carbono - son aleaciones de hierro que contienen hasta un 2,14 % de carbono. Los aceros que contienen hasta 0,8% de carbono se denominan hipoeutectoide, 0,8% de carbono - eu-tectoide, más de 0,8 a 2,14% - hipereutectoide. Hierros fundidos blancos - son aleaciones de hierro que contienen de 2,14 a 6,67% de carbono. Con un contenido de 2,14 a 4,3% de carbono, las fundiciones blancas se denominan hipoeutécticas, con 4,3-6,67%, hipereutécticas. El diagrama hierro-cementita muestra el estado de esta aleación durante la cristalización primaria y secundaria. Estos procesos se caracterizan por las curvas ASV y AECF. Curva DIA - línea liquido - muestra las temperaturas a las que comienza la solidificación de las aleaciones de hierro y carbono. Curva AECF - línea sólido - corresponde a las temperaturas a las que finaliza el proceso de cristalización. La línea AE se refiere a los aceros y la línea ACF a las fundiciones blancas. El punto A caracteriza el punto de fusión del hierro puro - +1539 °C, y el punto B - el punto de fusión de la cementita - +1600 °C. El punto E corresponde a la máxima cantidad de carbono que se puede disolver en la austenita a altas temperaturas. El punto C indica la composición del eutéctico, corresponde al contenido de 4,3% de carbono en la aleación. La temperatura de formación eutéctica es de +1147 °C. La línea ECF se llama eutéctico, ya que en cualquier punto se forma un eutéctico (ledeburita) En la línea CF (fundiciones hipereutécticas) se desprenderá de la aleación líquida el componente en exceso con relación al eutéctico, es decir, la cementita. Dado que la cementita se forma durante la cristalización primaria, se llama primaria. Surge un eutéctico en la línea CF - ledeburita. En consecuencia, como resultado de la cristalización primaria, las fundiciones hipereutécticas estarán compuestas por cementita primaria y ledeburita. La línea ECF (+1147 °C) se llama eutéctico, ya que en él se produce la formación de una mezcla mecánica de austenita y cementita - ledeburita. La ledeburita tiene una composición eutéctica, por lo tanto, su cristalización se produce a una temperatura constante de +1147 °C. Como resultado de la cristalización primaria, el acero adquiere una estructura austenítica caracterizada por una buena ductilidad y tenacidad. Por lo tanto, dicho acero se presta bien al tratamiento a presión a altas temperaturas. Las fundiciones blancas contienen ledeburita quebradiza y dura, lo que excluye la posibilidad de tratamiento a presión incluso a altas temperaturas. La línea PSK en el diagrama caracteriza la temperatura. en el que se completan los procesos de cristalización secundaria. Para los aceros que se muestran en el diagrama, esta temperatura es de +727 °C. A temperaturas por debajo de +727 °C, no se observan transformaciones significativas en los aceros; la estructura obtenida a +727 °C se mantiene al seguir enfriando la aleación (hasta temperatura ambiente). La línea PSK se llama eutectoide. El punto S del diagrama corresponde a la composición del eutectoide - perlita 2. Aceros: clasificación, aceros automáticos Los aceros sirven como base material para la ingeniería mecánica, la construcción y otras industrias. Los aceros son la principal materia prima para la producción de productos de chapa y perfil. Por método de producción los aceros se dividen en Bessemer, convertidor (con purga de oxígeno), hogar abierto, acero eléctrico, crisol y acero obtenido por reducción directa a partir de mineral enriquecido (pellets); por composición química - para carbono y aleados; con cita previa - sobre aceros estructurales, de herramientas, automáticos y de propiedades especiales. Los aceros siempre contienen varias impurezas. Cuantas menos impurezas nocivas, mayor será la calidad del acero. Según la calidad, los aceros se distinguen calidad ordinaria, alta calidad, alta calidad y extra alta calidad. Los aceros al carbono de calidad ordinaria se encuentran entre los más baratos y ampliamente utilizados. Dependiendo del propósito, los aceros al carbono de calidad ordinaria se dividen en tres grupos: A - suministrado por propiedades mecánicas, B - suministrado por composición química y C - suministrado por propiedades mecánicas y composición química. Dependiendo de los indicadores normalizados (características de resistencia, composición química), el acero de cada grupo se divide en categorías: grupo A - 1, 2 y 3; grupo B - 1, 2º; grupo B - 1, 2, 3, 4, 5, 6to. El grupo A incluye acero de los siguientes grados: St 0, St 1 kp, St 1 ps, etc. hasta ST aux. Las letras "St" significan "acero", los números del 0 al 6, el número condicional de la marca, que caracteriza las propiedades mecánicas del acero. Con un aumento en el número de grado, la resistencia última σ aumentaВ y límite elástico σТ y el alargamiento relativo disminuye. Para indicar el grado de desoxidación, los índices se colocan después del número de marca: kp - hirviendo, ps - semi-calma, cn - calma (por ejemplo, St 3 kp, St 3 ps, St 3 cn). El grupo B incluye aceros de los siguientes grados: Bst 0, Bst 1 kp, etc. hasta Bst 6 kp. El acero del grupo B tiene dos categorías. La primera categoría incluye aceros de todos los grados que contienen los siguientes elementos químicos: carbono, manganeso, silicio, fósforo, azufre, arsénico, nitrógeno. La segunda categoría incluye grados de acero de BST 1 a BST 6, que incluyen cromo, níquel y cobre. El grupo B incluye los grados de acero VST 1, VST 2, VST 3, VST 4 y VST 5. Los índices ps, sp y kp agregados al grado indican el grado de desoxidación del acero, por ejemplo: VST 3 sp, VST 3 gps, etc. La letra "g" después del número indica un mayor contenido de manganeso. Para las máquinas herramienta automatizadas de corte de metales, la industria metalúrgica produce aceros especiales de corte libre capaces de formar virutas quebradizas, que descienden fácilmente y se eliminan con facilidad. Es un acero de mayor y alta maquinabilidad. La alta maquinabilidad de este tipo de aceros se logra aumentando el contenido de azufre y fósforo (hasta 0,35%), así como la introducción de plomo (hasta 0,35%). Los aceros automáticos se utilizan en la producción a gran escala y en masa. A partir de ellos se fabrican piezas no críticas para automóviles y tractores (sujeciones, ejes, bujes, etc.). 3. Hierros fundidos: blancos, grises, de alta resistencia, maleables hierro fundido - el producto primario del procesamiento de minerales de hierro por fundición en altos hornos. En la estructura de las fundiciones pueden existir diferentes componentes, dependiendo de qué parte del carbono se encuentre en estado estructuralmente libre. Esto también determina el nombre del hierro fundido: blanco, gris, de alta resistencia, maleable. El hierro fundido es el material de fundición de hierro y carbono más común que contiene más del 2 % de carbono, hasta un 4,5 % de silicio, hasta un 1,5 % de manganeso, hasta un 1,8 % de fósforo y hasta un 0,08 % de azufre. El hierro fundido tiene altas propiedades de fundición, por lo que se usa ampliamente en la producción de fundición como material estructural. Los cojinetes lisos están hechos de hierro fundido, que tiene un bajo coeficiente de fricción. Hierro fundido blanco es una aleación de hierro con carbono en forma de carburo de hierro Fe 3 C, es decir, el carbono está en un estado unido en forma de un compuesto químico: cementita. El contenido de carbono en la fundición blanca oscila entre 2,14 y 6,67 %, y la estructura primaria de las fundiciones blancas puede contener ledeburita, austenita y cementita primaria. Además, la microestructura de las fundiciones hipoeutécticas blancas incluye perlita, cementita secundaria y ledeburita a temperatura ambiente. Con un contenido de 2,14 a 4,3% de carbono, las fundiciones blancas se denominan hipoeutécticas, al 4,3% - eutécticas y al 4,3-6,67% - hipereutécticas. Hierro fundido gris Ampliamente utilizado en ingeniería mecánica. Obtuvo su nombre del color gris de la fractura, debido a la presencia de carbono libre en forma de grafito en la estructura de hierro fundido. La industria metalúrgica produce once grados de hierro fundido gris: SCh 10: se fabrican piezas para las que la característica de resistencia no es obligatoria: válvulas de cierre (válvulas, válvulas, válvulas de compuerta), bandejas, tapas, etc. SCH 15, SCH 18: palancas, poleas, bridas, ruedas dentadas, partes del cuerpo ligeramente cargadas están hechas de ellos. Hierro dúctil obtenido introduciendo magnesio - hasta un 0,9% y cerio - hasta un 0,05% en fundición gris líquida antes de verterla en moldes. El hierro dúctil tiene un mayor contenido de carbono y silicio y un menor contenido de manganeso. Este hierro fundido combina las valiosas propiedades del acero y el hierro fundido. La designación de sus grados incluye dos números: el primero indica la resistencia a la tracción, el segundo, el alargamiento relativo. En total, se producen diez grados de hierro fundido de alta resistencia. Por ejemplo: HF 38-17, HF 42-12, HF 45-5, HF 50-7, HF 100-2, HF 120-2. Las fundiciones dúctiles se utilizan para fabricar muchas piezas, incluidas piezas moldeadas, cuerpos y bancadas de máquinas, manguitos, cilindros, engranajes, etc. Liberación de 11 grados de hierro dúctil, y se marca según el mismo principio que el de alta resistencia. Las fundiciones maleables pueden tener una base de metal ferrítico, perlítico y ferritil-perlítico. Los hierros fundidos ferríticos KCh 35-10 y KCh 37-12 se utilizan para la producción de piezas operadas bajo altas cargas dinámicas y estáticas - cárteres, cajas de cambios, cubos, etc., y grados de hierro fundido KCh 30-6 y KCh 33-8 - para la fabricación de piezas menos críticas - abrazaderas, tuercas, válvulas, bloques, etc. CONFERENCIA No. 8. Métodos de procesamiento de metales. 1. Influencia de los componentes de aleación en las transformaciones, estructura, propiedades de los aceros Los componentes o elementos de aleación introducidos en el acero, dependiendo de su interacción con el carbono en las aleaciones de hierro-carbono, se dividen en formadores de carburos y no formadores de carburos. Los primeros incluyen todos los elementos ubicados en el sistema periódico de elementos a la izquierda del hierro: manganeso, cromo, molibdeno, etc. A la derecha del hierro hay elementos que no forman carburos: cobalto, níquel, etc. Tanto el primero como el segundo elementos de aleación se disuelven en hierro α o ν, sin embargo, el contenido de elementos formadores de carburos en estas fases de hierro es menor que el introducido en el acero, ya que una cierta cantidad de ellos se une a carbón. En este caso, la disolución de los elementos de aleación en las fases α y ν conduce a un cambio en el período de la red cristalina. Los elementos con un radio atómico grande lo aumentan (W, Mo, etc.), y con uno más pequeño (Si), lo reducen. Cuando los tamaños atómicos son cercanos (Mn, Ni, Cr), los periodos de la red cristalina cambian ligeramente. Los estudios muestran que la fuerza de la ferrita varía en proporción a su período de red. Los carburos en los aceros aleados son soluciones sólidas a base de uno u otro compuesto: Fe 3 C, fe 3 Mo 3 C, fe 3 W 3 C, etc En los aceros aleados se distinguen dos grupos de carburos: grupo I - M 3 CM 23 C 6, M 7 C 3 y M 6 C y grupo II - MC, M 2 C (M - componente de aleación - elemento). Los carburos del grupo I tienen una red cristalina compleja y, con un calentamiento adecuado, son bastante solubles en austenita. Los carburos del grupo II tienen una red cristalina simple, pero solo se disuelven parcialmente en austenita y a temperaturas muy altas. Los elementos que no forman carburos (aleados) están contenidos en aceros aleados en forma de una solución sólida en ferrita. Los elementos aleados formadores de carburos pueden estar en varios estados estructurales: pueden estar disueltos en ferrita o cementita (FeCr) 3 C o existen en forma de componentes estructurales independientes - carburos especiales: WC, MoC, etc. La ubicación de los elementos formadores de carburos en la estructura de acero depende de la cantidad de elementos de aleación introducidos y del contenido de carbono. Los elementos de aleación disueltos en la ferrita distorsionan su red cristalina; reducir la conductividad térmica y eléctrica del acero. Los carburos de los elementos de aleación se caracterizan por una dureza muy alta (70-75 HRC) y resistencia al desgaste, pero tienen una fragilidad significativa. Desempeñan un papel muy importante en la producción de aceros para herramientas. Como han demostrado los estudios, una cierta cantidad de elementos de aleación debe corresponder a una sección específica de acero, de lo contrario empeoran sus propiedades tecnológicas como el corte, la soldabilidad, etc.. La temperatura de fragilidad es la temperatura de transición de un metal de fractura dúctil a frágil, y viceversa). 2. Teoría del tratamiento térmico La tarea del tratamiento térmico es provocar un cambio irreversible en las propiedades debido a un cambio irreversible en la estructura por calentamiento y enfriamiento. Cualquier tipo de tratamiento térmico generalmente se representa en coordenadas de temperatura y tiempo. En realidad, el tratamiento térmico no contempla ningún otro impacto, excepto el de la temperatura. Durante el tratamiento térmico del acero se producen las siguientes transformaciones principales: 1) la transformación de perlita en austenita, que ocurre cuando se calienta por encima del punto Ac1 : fe + fe3 C → Fev (C) o P - A;  Arroz. 8. Programa de tratamiento térmico: τн - tiempo de calentamiento, τв - tiempo de exposición, τ0 - tiempo de enfriamiento; t max - Temperatura máxima; tes es la verdadera velocidad de enfriamiento a una temperatura dada, v = t max - tasa de enfriamiento promedio 2) la transformación de austenita en perlita, que ocurre durante el enfriamiento lento de? - áreas: Fev(C) → Fea(C) + Fe 3 C o A → P; 3) la transformación de austenita en martensita, que ocurre durante el enfriamiento rápido de? - áreas: Fev (C) → Fea (C) o A → M; 4) transformación de martensita durante el calentamiento (revenido): Fea (C) → Fea + Fe3 C o M → P. La descripción de las transformaciones estructurales que se producen en el acero durante el tratamiento térmico es al mismo tiempo una teoría del tratamiento térmico. La transformación de perlita en austenita es un paso necesario en muchos tratamientos térmicos. 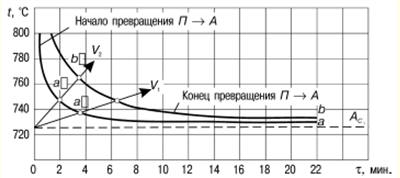 Arroz. 9. Diagrama de la transformación isotérmica de perlita (P) en austenita Acero con un contenido de carbono (A) del 0,8%. La transformación de perlita en austenita se realiza cuando se calienta por encima del valor Ac 1, y con el aumento de la temperatura se acelera continuamente. Con calentamiento continuo a diferentes velocidades, los rayos v1 y V2 Las transformaciones comienzan en el punto a' (a') y terminan en el punto b' (b'), que es mayor cuanto mayor es la velocidad de calentamiento. En este sentido, cuanto más rápido sea el calentamiento, mayor debe ser la temperatura de calentamiento del acero para provocar la transformación completa de la perlita en austenita, incluida la disolución completa de los carburos y la homogeneización de la austenita. En el intervalo entre los puntos a'b' (a "b"), la transformación procede a diferentes velocidades, pero aproximadamente en la mitad del intervalo, la transformación procede con una fuerte absorción de calor tan rápidamente que se forma una plataforma sobre el calentador. curva Esta suele ser la temperatura de transformación Ac determinada experimentalmente1. Con la estructura de perlita inicial, la formación de austenita proviene de muchos centros, e inmediatamente después de completarse la transformación de perlita en austenita, se forma austenita de grano fino. El calentamiento adicional conduce al crecimiento de granos de austenita, que se lleva a cabo de acuerdo con uno de los siguientes mecanismos: fusionando granos pequeños en grandes, por migración de los límites de grano. El proceso de coalescencia ocurre a una temperatura más baja (de +900 a +1000 °C) que la migración (> +1100 °C), pero conduce a la formación de granos separados más grandes, es decir, a la falta de equigranularidad. Durante el tratamiento térmico, las propiedades mecánicas del acero pueden variar en un rango muy amplio. Así, por ejemplo, la dureza del acero que contiene 0,8% de carbono, después de dicho tratamiento, aumenta a 160-600 MV. 3. Diagrama de la transformación isotérmica de la austenita En la fig. 10 muestra un diagrama de la transformación isotérmica de la austenita en acero que contiene 0,8% de carbono. La temperatura se representa a lo largo del eje y. La abscisa es el tiempo.  Arroz. 10. Diagrama de la transformación isotérmica de la austenita en acero con 0,8% de carbono Para estudiar la transformación isotérmica de la austenita, se calientan pequeñas muestras de acero a temperaturas correspondientes a la existencia de austenita estable, es decir, por encima del punto crítico, y luego se enfrían rápidamente, por ejemplo, a +700, +600, +500, +400, +300°C, etc. d., y se mantiene a estas temperaturas hasta la completa descomposición de la austenita. La transformación isotérmica de la austenita en acero eutectoide ocurre en el rango de temperatura de +727 a +250 °C (temperatura de inicio de la transformación martensítica - Mn). Hay dos curvas en forma de C en el diagrama. La curva I indica el tiempo del comienzo de la transformación, la curva II, el tiempo del final de la transformación de la austenita sobreenfriada. El período anterior al inicio de la descomposición de la austenita se denomina incubación. A +700 °C, la transformación de la austenita comienza en el punto a y termina en el punto b, dando como resultado la formación de perlita. A una temperatura de +650 °C, la descomposición de la austenita ocurre entre los puntos a1 y B1 . En este caso, se forma sorbit, una mezcla mecánica delgada (dispersa) de ferrita y cementita. El acero dominado por la estructura de sorbitol tiene una dureza de 30-40 HRC. Este acero tiene alta resistencia y ductilidad. La estabilidad de la austenita depende en gran medida del grado de sobreenfriamiento. La austenita tiene la menor estabilidad a temperaturas cercanas a +550 °C. Para el acero eutectoide, el tiempo de estabilidad de la austenita a temperaturas de + 550 a + 560 °C es de aproximadamente 1 s. A medida que nos alejamos de la temperatura de +550 °C, la estabilidad de la austenita aumenta. El tiempo de estabilidad a +700 °C es de 10 s, ya +300 °C es de aproximadamente 1 min. Cuando el acero se enfría a +550 °C (puntos de inicio y fin de la descomposición - un2 y B2 respectivamente - en el diagrama) la austenita se convierte en troostita - una mezcla de ferrita y cementita, que difiere de la perlita y la sorbita en un alto grado de dispersión de los componentes y tiene mayor dureza (40-50 HRC), resistencia, viscosidad moderada y plasticidad . Por debajo de una temperatura de +550 °C, como resultado de la transformación intermedia de la austenita (en el rango de temperatura situado por debajo de la perlita, pero por encima de la transformación de la martensita), se forma una estructura de bainita, constituida por una mezcla de ferrita saturada de carbono y carburos (cementita). Al enfriarse lentamente, la austenita se transforma en perlita y, a una alta velocidad de enfriamiento, la austenita sobreenfriada se transforma completamente en sorbita. A velocidades de enfriamiento aún más altas, se forma una nueva estructura: troostita. A las velocidades de enfriamiento más altas, solo se forma martensita, es decir, una solución sólida sobresaturada de carbono en? - hierro. La velocidad de enfriamiento a la que solo se forma martensita a partir de la austenita se denomina velocidad de enfriamiento crítico. La austenita, que se retiene en la estructura de acero a temperatura ambiente junto con la martensita, se denomina residual. Los aceros endurecidos de alta aleación contienen austenita residual en grandes cantidades, mientras que los aceros con bajo contenido de carbono casi no la tienen. 4. Tipos y variedades de tratamiento térmico: recocido, endurecimiento, revenido, normalización. El tratamiento térmico de metales y aleaciones, así como de productos fabricados con ellos, se utiliza para provocar un cambio irreversible en las propiedades debido a un cambio irreversible en la estructura. Tratamiento térmico se divide en los siguientes tipos: térmico adecuado, químico-térmico и deformación-térmica. En realidad, el tratamiento térmico no prevé ningún otro impacto, excepto el de la temperatura. Si durante el calentamiento, la composición del metal (aleación), sus capas superficiales, cambia como resultado de la interacción con el medio ambiente, entonces dicho tratamiento térmico se denomina químico-térmico (CTO), y si, junto con el efecto de la temperatura, también se produce una deformación, contribuyendo correspondientemente al cambio en la estructura, entonces dicho tratamiento térmico se denomina deformación-térmica. A su vez, el tratamiento térmico por deformación se divide en termomecánico (TMT), mecanotérmico (MTO), etc. Los diferentes tipos de tratamiento térmico de deformación se dividen según la naturaleza de las transformaciones de fase y el método de deformación. En realidad, el tratamiento térmico se divide en: recocido de primera y segunda clase, endurecimiento con transformación polimórfica y endurecimiento sin transformación polimórfica, revenido y normalización. Recocido en general, es un proceso de tratamiento térmico en el que el metal se calienta primero a una temperatura determinada, se mantiene a esta temperatura durante un tiempo específico y luego se enfría lentamente, por lo general junto con un horno. El recocido del primer tipo es el calentamiento de un metal que presenta un estado inestable como resultado de un tratamiento previo (diferente al temple), que lleva el metal a un estado más estable. Subtipos principales: recocido de homogeneización, recocido de recristalización, recocido de alivio de tensión. Recocido del segundo tipo: calentamiento por encima de la temperatura de transformación, seguido de un enfriamiento lento para obtener un estado estructural estable de la aleación. Endurecimiento con transformación polimórfica: calentamiento por encima de la temperatura de la transformación polimórfica, seguido de un enfriamiento suficientemente rápido para obtener un estado estructuralmente inestable. Endurecimiento sin transformación polimórfica: calentamiento a temperaturas que provocan cambios estructurales (la mayoría de las veces para disolver el exceso de fase) seguido de un enfriamiento rápido para obtener un estado estructuralmente inestable: una solución sólida sobresaturada. Vacaciones llamado proceso de tratamiento térmico en el que el acero endurecido se calienta por debajo del punto crítico Ac1, envejecido durante un cierto tiempo, y luego enfriado. Normalización - uno de los tipos de tratamiento térmico Durante la normalización, el acero se calienta a temperaturas 30-50 ° C más altas que las temperaturas críticas superiores, luego se mantiene durante el tiempo requerido y luego se enfría en aire quieto para obtener una estructura de perlita laminar delgada . La normalización se diferencia del recocido por un enfriamiento más rápido. 5. Endurecimiento superficial superficial se llama tal endurecimiento, en el que solo una parte de la capa superficial de acero o aleación adquiere una alta dureza. Se diferencia de otros métodos de endurecimiento por calentamiento. Con este tratamiento, solo la capa superficial del producto se calienta a la temperatura de endurecimiento. Además, durante el enfriamiento rápido, solo esta capa sufre enfriamiento rápido. El resto no se endurece y conserva la estructura y propiedades que tenía antes del endurecimiento. En la actualidad, el endurecimiento superficial con calentamiento por inducción mediante corrientes de alta frecuencia es el más utilizado. Este método de tratamiento térmico crea los requisitos previos para la mecanización y automatización integrales del proceso de endurecimiento. El calentamiento por inducción del metal se logra mediante la inducción de corrientes de Foucault, que se concentran en la capa superficial del producto y lo calientan hasta cierta profundidad. La duración del calentamiento por corrientes de alta frecuencia es muy corta: se calcula en segundos. Al endurecer productos pequeños se produce calentamiento y enfriamiento de toda su superficie. El endurecimiento de productos de longitud considerable se lleva a cabo mediante calentamiento secuencial continuo. El agua se utiliza para la refrigeración. Para el endurecimiento superficial de productos grandes en producción individual y en pequeña escala, así como durante trabajos de reparación, se usa calentamiento con llama, generalmente con oxiacetileno, cuya temperatura es de +3150 ° C. Con este método de endurecimiento, el espesor de la capa endurecida es de 2-5 mm, su dureza es la misma que en el endurecimiento convencional. En la producción a gran escala y en masa con un proceso tecnológico constante, cuando los mismos productos se fabrican con acero de ciertos grados durante mucho tiempo, por ejemplo, ruedas motrices de tractores de oruga, el endurecimiento de la superficie se usa en un electrolito: 14-16% solución acuosa de carbonato de sodio. El producto a endurecer se conecta al polo negativo del generador de CC y se sumerge en el baño de electrolito. El producto sumergido a una profundidad predeterminada se calienta en unos segundos, después de lo cual se corta la corriente. Por regla general, el mismo electrolito es también el medio de refrigeración. Cuando se calienta en el electrolito, se producen procesos electrolíticos y electroerosivos que limpian la superficie calentada de productos de películas de óxido que impiden la transferencia de calor. La velocidad de calentamiento en el electrolito es de hasta + 150 °C/s. También hay un método de endurecimiento de la superficie por pulsos. Con él se utilizan generadores de alta frecuencia que funcionan en modo pulsado, condensadores, equipos para soldadura por puntos o instalaciones láser. Dicho endurecimiento permite excluir deformaciones, grietas, aumentar la resistencia a la corrosión de las piezas y, en algunos casos, reemplazar el acero aleado con acero al carbono. Además de los métodos anteriores de endurecimiento superficial, se utiliza el endurecimiento superficial en un medio fluidizado. El medio fluidizado (lecho "fluidizado") son partículas sólidas de arena de cuarzo u otro material a granel, intensamente mezclado con flujo de aire o gas. El mismo medio se utiliza para el enfriamiento. 6. Tratamiento químico-térmico: carburación, nitrocarburación Para cambiar la composición química, la estructura y las propiedades de la capa superficial de las piezas, estas se tratan térmicamente en un medio químicamente activo, llamado tratamiento químico-térmico. Con él ocurren los siguientes procesos: la desintegración de moléculas y la formación de átomos de un elemento difusor (disociación), la absorción de átomos por la superficie (adsorción) y la penetración de átomos profundamente en el metal (difusión). Cementación - saturación de difusión capa superficial de la pieza con carbono. Después de la cementación, se realiza un tratamiento térmico: endurecimiento y revenido bajo. Dichas piezas deben tener una superficie endurecida que sea muy resistente a la abrasión y un núcleo dúctil que pueda soportar cargas dinámicas.Las piezas hechas de acero que contienen hasta un 0,3% de carbono están sujetas a endurecimiento. La superficie de las piezas está saturada con carbono en el rango de 0,8 a 1% de carburación, realizada en medios sólidos, líquidos y gaseosos. En particular, una mezcla de carbón vegetal (60-90%) y sales de carbonato de bario (BaCO3) y sodio (NaCO3). Cuando se calienta, el carbono del carbón se combina con el oxígeno del aire para formar monóxido de carbono (CO), que se descompone para formar carbono atómico que se difunde en la pieza: 2COCO2 C +atómico. Con un aumento de la temperatura y el tiempo de mantenimiento, el espesor de la capa cementada aumenta, su profundidad alcanza los 0,5-2 mm por cada 0,1 mm del espesor de la capa, se requiere exposición durante aproximadamente 1 hora.En producción en masa y a gran escala, buena los resultados se obtienen por carburación a gas en hornos especiales sellados herméticamente. En comparación con la cementación en un carburador sólido, la cementación con gas permite aumentar la velocidad del proceso, aumentar el rendimiento del equipo y la productividad laboral. Después de la cementación, las piezas se someten a un tratamiento térmico para garantizar una alta dureza superficial, corregir la estructura de sobrecalentamiento y eliminar la malla de carburo en la capa cementada. El endurecimiento se lleva a cabo a una temperatura de +780-850 °C, seguido de un revenido a +150-200 °C. nitrocarburación llamado proceso de tratamiento químico-térmico, en el que hay una saturación simultánea de las capas superficiales de los productos de acero con carbono y nitrógeno en un ambiente gaseoso. Después de la carbonitruración, las piezas se templan y luego se someten a un bajo revenido a una temperatura de +160 a +180 °C. La dureza de la capa superficial endurecida y nitrocarburada es de 60-62 HRC. La nitrocarburización combina los procesos de carburización con gas y nitrógeno. errabundo. La mezcla de gases incluye endogas, hasta un 13% de gas natural y hasta un 8% de amoníaco. El carburador líquido, trietanolamina, se introduce en el espacio de trabajo del horno de eje en forma de gotas. Para los aceros aleados, el proceso de nitrocarburación se lleva a cabo en una atmósfera con una cantidad mínima de amoníaco, hasta un 3%. 7. Tratamiento químico-térmico: nitruración, nitruración iónica Tratamiento químico-térmico - la nitruración se utiliza para aumentar la dureza de la superficie de varias piezas: engranajes, manguitos, ejes, etc. nitruración - la última operación en el proceso tecnológico de fabricación de piezas. Antes de la nitruración se realiza un tratamiento térmico y mecánico completo e incluso un esmerilado, después de la nitruración sólo se permite el acabado con arranque de metal hasta 0,02 mm por lado. nitruración denominado tratamiento químico-térmico, en el que se produce la saturación por difusión de la capa superficial con nitrógeno. Como resultado de la nitruración, se obtiene lo siguiente: alta dureza de la capa superficial (hasta 72 HRC), alta resistencia a la fatiga, resistencia al calor, deformación mínima, alta resistencia al desgaste y la corrosión. La nitruración se lleva a cabo a temperaturas de +500 a +520 ° C durante 8-9 horas.La profundidad de la capa de nitruración es de 0,1-0,8 mm. Al final del proceso de nitruración, las piezas se enfrían a + 200-300 ° C junto con el horno en una corriente de amoníaco y luego al aire. La capa superficial no es susceptible de grabado. Más profundo de lo que es una estructura similar a la sorbitácea. El proceso de nitruración líquida en sales de cianuro fundidas es ampliamente utilizado en la industria. El espesor de la capa nitrurada es de 0,15-0,5 mm. La capa nitrurada no es propensa a la fractura frágil. La dureza de la capa nitrurada de aceros al carbono - hasta 350 HV, aleados - hasta 1100 HV. Las desventajas del proceso son la toxicidad y el alto costo de las sales de cianuro. En varias industrias, se utiliza la nitruración de iones, que tiene una serie de ventajas sobre la nitruración de gas y líquido. La nitruración iónica se lleva a cabo en un recipiente sellado en el que se crea una atmósfera que contiene nitrógeno enrarecido. Para ello se utiliza nitrógeno puro, amoníaco o una mezcla de nitrógeno e hidrógeno. Las piezas colocadas en el interior del contenedor están conectadas al polo negativo de una fuente de fuerza electromotriz constante y actúan como cátodo. El ánodo es el cuerpo del recipiente. Se enciende un alto voltaje (500-1000 V) entre el ánodo y el cátodo: se produce la ionización del gas. Los iones de nitrógeno con carga positiva resultantes se precipitan hacia el polo negativo: el cátodo. Se crea una fuerza de campo eléctrico alta cerca del cátodo. La alta energía cinética que poseen los iones de nitrógeno se transforma en energía térmica. La pieza en poco tiempo (15-30 minutos) se calienta a +470 a +580 °C, el nitrógeno se difunde profundamente en el metal, es decir, nitruración. En comparación con la nitruración en hornos, la nitruración iónica permite reducir la duración total del proceso de 2 a 3 veces, para reducir la deformación de las piezas debido al calentamiento uniforme. La nitruración iónica de aceros y aleaciones resistentes a la corrosión se logra sin tratamiento despasivante adicional. El espesor de la capa nitrurada es de 1 mm o más, la dureza de la superficie es de 500-1500 HV. La nitruración iónica se aplica a piezas de bombas, inyectores, husillos de máquinas herramienta, ejes y mucho más. CLASE N° 9. Clasificación de los aceros y su finalidad 1. Aceros estructurales al carbono y aleados: propósito, tratamiento térmico, propiedades Los aceros estructurales al carbono de alta calidad se utilizan para producir productos laminados, forjados, acero calibrado, acero plateado, acero perfilado, estampados y lingotes. Estos aceros son el material principal para la fabricación de piezas de máquinas tales como ejes, husillos, tornillos, tuercas, topes, varillas, cilindros hidráulicos, ruedas dentadas de cadena, es decir, piezas de diversos grados de carga. Se llevan a cabo varios tipos especiales de tratamiento térmico de aceros al carbono para proporcionar los parámetros necesarios de viscosidad, elasticidad y dureza. En última instancia, el tratamiento térmico de estos aceros y piezas conduce a un aumento de su resistencia al desgaste y su fiabilidad. Los aceros estructurales al carbono de alta calidad tienen propiedades mecánicas más altas que los aceros de calidad ordinaria, debido al menor contenido de fósforo, azufre y otras inclusiones no metálicas que contienen. Según los tipos de procesamiento, los aceros al carbono estructurales se dividen en laminados en caliente, forjados, calibrados y plateados (con un acabado superficial especial). Según el estado del material, estos aceros se fabrican sin tratamiento térmico, tratados térmicamente (T) y trabajados (H). De acuerdo con el propósito de los aceros estructurales al carbono laminados en caliente y forjados se dividen en subgrupos: "a" - para conformado en caliente; "b" - para mecanizado por corte en máquinas herramienta; "en" - para dibujo en frío. aleado Se denominan aceros a los que, además de las impurezas habituales (manganeso, silicio, azufre y fósforo), contienen una serie de elementos especialmente introducidos en el acero durante su fundición para obtener las propiedades deseadas. Estos elementos son llamados aleación El níquel, el cromo, el tungsteno, el molibdeno, el titanio, el vanadio y el aluminio se utilizan con mayor frecuencia como elementos de aleación. Los aceros aleados estructurales se dividen en acero laminado en caliente, forjado, calibrado y plateado, que se utilizan en un estado tratado térmicamente. Los aceros laminados en caliente y forjados se suministran tanto en estado tratado térmicamente (recocido, recocido alto, normalizado o normalizado con alto revenido), como sin tratamiento térmico, acero calibrado y plateado - trabajado duro o tratado térmicamente (recocido, revenido, normalizado, templado con revenido). La norma (GOST) prevé la producción y fabricación de 13 grupos de aceros aleados estructurales, cada uno de los cuales se nombró de acuerdo con el elemento de aleación que prevalece en él. Por ejemplo, aceros de aleación de cromo: 15X, 15Xa, 20X, 30X, 30XPA, 35X, 38XA, 40X, 45X, 50X; estos aceros se utilizan para fabricar piezas que, junto con una alta resistencia al desgaste, requieren una mínima deformación durante el tratamiento térmico, piezas mejoradas y templadas que funcionan a velocidades medias y altas presiones específicas (engranajes, coronas, cremalleras, etc.), piezas cargadas de automóviles y tractores, así como piezas grandes que requieren una alta templabilidad y una mayor resistencia general. 2. Aceros resistentes a la corrosión Aceros resistentes a la corrosión - Son aceros inoxidables y aleaciones resistentes a la corrosión electroquímica y química (atmosférica, del suelo, alcalina, ácida, salina), corrosión intergranular y corrosión bajo tensión. Estos aceros incluyen los siguientes grados: 20X13 (2X13), 08X13 (0X13), 25X13H2 (2X14H2, EI474). Se utilizan para la fabricación de piezas con mayor plasticidad, sometidas a cargas de choque (válvulas de prensa hidráulica), piezas que funcionan en ambientes poco agresivos (a la precipitación atmosférica, en soluciones acuosas de sales, ácidos orgánicos); Se garantiza una alta resistencia a la corrosión después del tratamiento térmico y el pulido. El acero de grado 14Kh14N12 (1Kh17N2, EI268) se utiliza principalmente en las industrias química y de aviación; Posee propiedades tecnológicas bastante satisfactorias. El acero grado 15X25T (X25T, EI439) se utiliza en la producción de equipos de intercambio de calor (tuberías, bridas de conexión, válvulas, grifos) que operan en ambientes agresivos; utilizado como sustituto del acero grado 12X18M10T en la fabricación de estructuras soldadas que operan en ambientes más agresivos que los recomendados para el acero grado 08X17T; No se recomienda el uso de este acero (15X25T) a temperaturas de +400-700 °C. 08X21N6M2T se utiliza para la fabricación de piezas y estructuras soldadas que operan en ambientes de mayor agresividad: ácido acético, sulfato y fosfato; Los grados 10Kh17N13M2T, 10Kh17N13M3T se utilizan para la producción de estructuras soldadas que operan bajo la acción de los ácidos fosfórico, sulfúrico y acético al 10% en ebullición, así como en ambientes de ácido sulfúrico. En varias unidades de mecanismos, los cojinetes funcionan en entornos agresivos ya temperaturas elevadas. Estos conjuntos utilizan principalmente acero inoxidable 95×18. La microestructura del acero resistente a la corrosión 95 × 18 es martensita acicular oculta y exceso de carburos, y la microestructura de un acero similar 11 × 18 M es martensita oculta y finamente cristalina y exceso de carburos, pero la martensita acicular en acero 11 × 18 M no lo es. permitido. En el caso de rodamientos que funcionan a temperaturas de -200 °C a +120 °C, la mejor combinación de propiedades mecánicas y anticorrosivas de los aceros utilizados tiene lugar en el siguiente modo de tratamiento térmico: calentamiento - hasta +350 °C , calentamiento final a +1070 °C ± 20 °C, temple en aceite a una temperatura de +30 a +60 °C, tratamiento en frío - a -70 °C y revenido - de +150 a +160 °C. Como ha demostrado la práctica de aplicación a largo plazo en diversas industrias, la resistencia a la corrosión de los aceros depende de muchos factores: 1) de los elementos de aleación utilizados: cromo, níquel, aluminio, titanio, molibdeno, sus combinaciones y porcentaje en aleaciones; por ejemplo, los aceros al cromo-molibdeno-nuevo y al cromo-molibdeno-vanadio de los grados 15XM, 20XM, 30X3MF, 40XMFA tienen altas propiedades anticorrosivas; 2) del tratamiento térmico o químico-térmico; 3) sobre la calidad del tratamiento superficial de aceros y piezas que operan en ambientes agresivos (las superficies "espejo", por regla general, son más resistentes a la corrosión que las rugosas). 3. Aceros y aleaciones resistentes al calor Aceros y aleaciones resistentes al calor pertenecen al tercer grupo de aceros de alta aleación. Su microestructura después del tratamiento térmico debe consistir en martensita latente y finamente acicular o martensita finamente acicular y carburos en exceso de elementos de aleación (MoC, CrC, NiC, etc.). Los aceros y aleaciones resistentes al calor incluyen: 1) 40X9C2. Se utiliza para la fabricación de válvulas de motor y sujetadores que funcionan a altas temperaturas, alrededor de +1000 ° C; 2) X1560-N. Se utiliza para la fabricación de elementos calefactores (la temperatura de funcionamiento de los elementos calefactores es de +1000-1300 °C); 3) Kh20N80, Kh20N80-VI (fundido por el método de inducción al vacío); 4) Kh15N60-N-VI, N50K10, Kh13Yu4, OH23Yu5, OH23Yu5A, Ox27Yu5A. Estas aleaciones se utilizan para fabricar sensores de temperatura y elementos sensibles a la temperatura, alambres y cintas para hornos de calentamiento, dispositivos térmicos eléctricos, microalambres para resistencias no críticas; estas aleaciones operan en el rango de +1000 a +1300 °C. Hasta aceros y aleaciones termorresistentes También incluye las siguientes marcas: 1) KhN60Yu. Se utiliza para la fabricación de piezas de turbinas (a partir de láminas de metal) que funcionan con esfuerzos moderados, así como para dispositivos de calentamiento por resistencia; 2) 20X23H18. Se utiliza para la fabricación de piezas de máquinas para la industria química y petrolera, válvulas de cierre para gasoductos, cámaras de combustión, así como para dispositivos de calentamiento por resistencia; 3) 09X16N15M3B. Se utiliza en la producción de tuberías para sobrecalentadores y tuberías de alta presión; 4) 12X18H10T, 12X18H12T, 12X18H9T. Se utilizan para la fabricación de partes de sistemas de escape y tuberías (de chapa y productos largos), el acero 12X18H12T es más estable en operación que el acero de la marca 12X18H10T; 5) 40X15N7G7F2MS. Se utiliza para la fabricación de elementos de fijación que funcionan a una temperatura de +650 °C. La resistencia al calor de los aceros y aleaciones depende de la composición de los elementos de aleación, su combinación y concentración. GOST 5632-72 recomienda los rangos de temperatura óptimos en los que las piezas hechas de aceros y aleaciones resistentes al calor tienen un funcionamiento más confiable. Además, el estándar para cada grado de acero o aleación indica la temperatura de inicio de la formación de incrustaciones intensas y la vida útil de las piezas fabricadas con ellas: a corto plazo, limitada, a largo plazo y muy larga. Para un período corto de operación, la vida útil de una pieza se toma condicionalmente hasta 100 horas, limitada - hasta 1000 horas, larga - hasta 10 horas y muy larga - hasta 000 horas. Las aleaciones resistentes al calor son altamente aleados y de precisión. Las aleaciones de precisión se caracterizan por la alta pureza de los componentes, su proporción exacta. El marcado de aleaciones de precisión es ligeramente diferente del marcado de aceros aleados y aleaciones. GOST 10994-74 regula la composición química, las propiedades físicas básicas y las aplicaciones de cada aleación. Las aleaciones de precisión de alta temperatura se enumeraron anteriormente y se indicaron sus áreas de aplicación: N50K10, Kh13Yu4, OH23Yu5, Kh15N60-N, etc. 4. Materiales de herramientas: herramientas y aceros rápidos Aceros aleados para herramientas se utilizan para la fabricación de herramientas de corte y medición, así como sellos. Los aceros destinados a la fabricación de herramientas de corte (cuchillas, brocas, fresas, etc.) deben tener una dureza elevada (HRC l 62) y resistencia al desgaste. Si el corte se realiza en condiciones difíciles (altas velocidades de corte, mecanizado de metales duros, eliminación de una gran parte de la viruta), se gasta una energía mecánica significativa, que se acompaña de un fuerte calentamiento del filo de la herramienta. Por lo tanto, el acero utilizado para la fabricación de herramientas debe tener una alta dureza y resistencia al calor (o dureza roja). Los aceros utilizados para la fabricación de matrices deben tener una combinación de dureza y tenacidad, así como resistencia al calor (la capacidad de resistir un cambio brusco de temperatura en forma de resistencia a la aparición de grietas por fuego). Aceros aleados para herramientas contienen elementos formadores de carburos: cromo, tungsteno, molibdeno, manganeso, vanadio. Estos aceros tienen una velocidad de enfriamiento más lenta durante el endurecimiento, lo que reduce el riesgo de agrietamiento, deformación y deformación. El acero se suministra laminado en caliente, forjado, calibrado y rectificado (plata). La norma prevé dos grupos y cinco subgrupos de aceros aleados para herramientas. El contenido de azufre y fósforo en ellos no debe exceder el 0,03%, y el contenido de azufre en el acero obtenido por refundición de electroescoria no debe exceder el 0,015%. Los aceros para herramientas de corte y medición se fabrican con templabilidad superficial (7HF, 8HF 11HF) y profunda (9X1, X, 12X1, 9XS, 8GS, 8X6NFT). De estos aceros se fabrican machos de roscar, taladros, fresas, hojas de sierra, calibres, plantillas, etc.. Los aceros para herramientas de alta velocidad recibieron su nombre porque las herramientas fabricadas con ellos pueden trabajar a altas velocidades de corte sin perder sus propiedades. Una propiedad destacable de los aceros rápidos es la alta dureza al rojo, es decir, la capacidad de mantener una alta dureza y capacidad de corte cuando se calienta a 600-650 °C. La dureza roja está determinada principalmente por dos factores: la composición química y el tratamiento térmico. Los aceros rápidos tienen una composición química compleja. Su elemento de aleación más importante es el tungsteno (6-18 %), así como el vanadio (1-5 %). Además, todos los aceros rápidos incluyen cromo (3-4,5%), la mayor parte del cual se disuelve en la red cristalina de hierro. Para conferir a los aceros rápidos altas propiedades de corte, se someten a un tratamiento térmico según un régimen especial. La norma prevé la producción de 14 grados de aceros de alta velocidad, que se dividen condicionalmente en dos grupos: el primer grupo, aceros que no contienen cobalto, el segundo grupo, aceros que contienen una mayor cantidad de cobalto y vanadio. Grados de aceros rápidos - R18, R12, R9, R6M3, R9K5. LECCIÓN N° 10. Aleaciones duras y superduras 1. Carburo y cerámica de corte. Las aleaciones duras y las cerámicas de corte se obtienen mediante métodos de pulvimetalurgia. La pulvimetalurgia es un campo de la tecnología que cubre un conjunto de métodos para fabricar polvos metálicos a partir de compuestos similares a metales, productos semiacabados y productos derivados de ellos, así como a partir de sus mezclas con polvos no metálicos sin fundir el componente principal. Las materias primas para aleaciones duras y cermets (polvos) se obtienen por métodos químicos o mecánicos. La formación de espacios en blanco (productos) se lleva a cabo en estado frío o cuando se calienta. El conformado en frío se produce durante el prensado axial en prensas mecánicas e hidráulicas o bajo presión líquida sobre una cubierta elástica en la que se colocan los polvos (método hidrostático). Por prensado en caliente en matrices bajo un martillo (prensado dinámico) o por el método gasestático en recipientes especiales, debido a la presión (15-400 mil Pa) de gases calientes, se obtienen productos a partir de materiales mal sinterizados - compuestos refractarios que son utilizado para la fabricación de aleaciones duras y cermets. La composición de tales compuestos refractarios sinterizados (pseudoaleaciones) incluye componentes no metálicos: grafito, alúmina, carburos, que les otorgan propiedades especiales. En la industria de herramientas, las aleaciones sinterizadas duras y los cermets de corte (metales + componentes no metálicos) son ampliamente utilizados. Según el contenido de los componentes principales Los polvos en una mezcla de aleaciones sinterizadas duras se dividen en tres grupos de tungsteno, titanio-tungsteno y titanio-tantalio-tungsteno, por área de aplicación - en aleaciones para el procesamiento de materiales mediante corte, equipamiento de herramientas de minería, para el revestimiento de piezas de máquinas, instrumentos y accesorios de desgaste rápido. Propiedades físicas y mecánicas de las aleaciones duras: resistencia máxima en flexión - 1176-2156 MPa (120-220 KGS / mm 2), densidad - 9,5-15,3 g/cm 3, dureza - 79-92 HRA. Aleaciones duras para el procesamiento de metales sin virutas, revestimiento de piezas de máquinas, instrumentos y accesorios que se desgastan rápidamente: VK3, VK3-M, VK4, VK10-KS, VK20-KS, VK20K. En la designación de grados de aleaciones duras, la letra "K" significa - cobalto, "B" - carburo de tungsteno, "T" - carburos de titanio y tantalio; las cifras corresponden al porcentaje de polvos de los componentes incluidos en la aleación. Por ejemplo, la aleación VK3 contiene 3% de cobalto, el resto es carburo de tungsteno. La escasez de tungsteno hizo necesario el desarrollo de aleaciones duras sin tungsteno que no fueran inferiores en propiedades básicas a las aleaciones sinterizadas basadas en carburos de tungsteno. Aleaciones de cermet duro sin tungsteno y carburo de cromo se utilizan en ingeniería mecánica para la fabricación de troqueles de trefilado, troqueles de trefilado, para pulverizar diversos materiales, incluidos abrasivos, piezas de fricción que funcionan a temperaturas de hasta 900 ° C, herramientas de corte para el procesamiento de metales no ferrosos. 2. Materiales superduros Tres tipos de materiales superduros (SHM) se utilizan actualmente en diversas industrias, incluida la construcción de maquinaria, para la fabricación de diversas herramientas de corte: diamantes naturales, diamantes sintéticos policristalinos y compuestos a base de nitrito de boro (elbor). Los diamantes naturales y sintéticos tienen propiedades únicas como la mayor dureza (HV 10 kgf/mm 2), tienen muy pequeños: coeficiente de expansión lineal y coeficiente de fricción; alto: conductividad térmica, resistencia adhesiva y resistencia al desgaste. Las desventajas de los diamantes son la baja resistencia a la flexión, la fragilidad y la solubilidad en hierro a temperaturas relativamente bajas (+750 °C), lo que impide su uso para mecanizar aceros y aleaciones de hierro y carbono a altas velocidades de corte, así como con corte interrumpido y vibraciones. . Los diamantes naturales se utilizan en forma de cristales fijados en el cuerpo metálico del cortador.Los diamantes sintéticos de los grados ASB (balas) y ASPK (carbonado) tienen una estructura similar a los diamantes naturales, tienen una estructura policristalina y tienen características de mayor resistencia. Diamantes naturales y sintéticos son ampliamente utilizados en el procesamiento de aleaciones de cobre, aluminio y magnesio, metales nobles (oro, plata), titanio y sus aleaciones, materiales no metálicos (plásticos, textolita, fibra de vidrio), así como aleaciones duras y cerámicas. diamantes sintéticos en comparación con los naturales, tienen una serie de ventajas debido a su mayor resistencia y características dinámicas. Se pueden usar no solo para tornear, sino también para fresar. Compuesto es un material superduro a base de nitruro de boro cúbico, utilizado para la fabricación de herramientas de corte con cuchillas. En términos de dureza, el compuesto se acerca al diamante, lo supera significativamente en términos de resistencia al calor y es más inerte a los metales ferrosos.Esto determina su principal área de aplicación: el procesamiento de aceros templados y fundiciones. La industria produce los siguientes grados STM principales: composite 01 (elbor - R), composite 02 (belbor), composite 05 y 05I y composite 09 (PTNB - NK). Los composites 01 y 02 tienen una alta dureza (HV 750 kgf/mm 2), pero baja resistencia a la flexión (40-50 kg/mm 2). Su principal área de aplicación es el torneado fino y de acabado sin golpes de piezas de acero templado con una dureza de HRC 55-70, fundiciones de cualquier dureza y aleaciones duras de los grados VK 15, VK 20 y VK 25 (HP ^ 88 -90), con avance de hasta 0,15 mm/rev y profundidad de corte de 0,05-0,5 mm. Los compuestos 01 y 02 también se pueden utilizar para fresar aceros templados y fundiciones, a pesar de la presencia de cargas de impacto, lo que se explica por una dinámica de fresado más favorable. El composite 05 ocupa una posición intermedia en dureza entre el composite 01 y el composite 10, y su resistencia es aproximadamente la misma que la del composite 01. Los composites 09 y 10 tienen aproximadamente la misma resistencia a la flexión (70-100 kgf/mm 2). 3. Materiales de herramientas abrasivas Materiales abrasivos se dividen en naturales y artificiales. Los primeros incluyen cuarzo, esmeril, corindón y diamante, mientras que los segundos incluyen electrocorindón, carburo de silicio, carburo de boro, nitruro de boro cúbico y diamantes sintéticos. Кварц (P) es un material que consiste principalmente en sílice cristalina (98,5 ... 99,5% SiO2). Se utiliza para la fabricación de pieles abrasivas a base de papel y tejido en forma de granos de molienda en estado libre. Esmeril (Н) - alúmina finamente cristalina (25…60% Al2 O3) gris oscuro y negro con una mezcla de óxido de hierro y silicatos. Diseñado para la fabricación de telas y barras de esmeril. Corindón (E y ESB) - un mineral que consiste principalmente en alúmina cristalina (80.95% Al2 O3) y una pequeña cantidad de otros minerales, incluidos los relacionados químicamente con Al2 O3. Los granos de corindón son duros y, cuando se rompen, forman una fractura concoidea con bordes afilados. El corindón natural tiene un uso limitado y se utiliza principalmente en forma de polvos y pastas para operaciones de acabado (pulido). Diamante (A) es un mineral que es carbono puro. Tiene la mayor dureza de todas las sustancias conocidas en la naturaleza. Las herramientas de corte de un solo filo y los lápices de metal diamantado para revestir muelas abrasivas están hechos de cristales y sus fragmentos. Hay cuatro tipos de electrocorindón: 1) electrocorindón normal 1A, fundido a partir de bauxitas, sus variedades - 12A, 13A, 14A, 15A, 16A; 2) blanco, fundido a partir de alúmina, sus variedades - 22A, 23A, 24A, 25A; 3) electrocorindón aleado fundido a partir de alúmina con varios aditivos: cromo 3A con las variedades 32A, 33A, 34A y titanio 3A con la variedad 37A; 4) Monocorindón A4, fundido a partir de bauxita con sulfuro de hierro y un agente reductor, seguido de aislamiento de monocristales de corindón. El electrocorindón consiste en óxido de aluminio Al 2 O 3 y algunas impurezas. Carburo de silicio - compuesto químico de silicio con carbono (SiC). Tiene mayor dureza y fragilidad. que el electrocorindón. Dependiendo del porcentaje de carburo de silicio, este material viene en colores verde (6C) y negro (5C). El primero contiene al menos un 97% de silicio. El segundo tipo (negro) es producido por las siguientes variedades: 52C, 53C, 54C y 55C. Varias herramientas abrasivas (por ejemplo, muelas abrasivas) están hechas de granos de carburo de silicio verde para procesar aleaciones duras y materiales no metálicos, y las herramientas (muelas abrasivas) están hechas de granos de carburo de silicio negro para procesar productos hechos de hierro fundido, no metálicos. metales ferrosos y para afilar herramientas de corte (cuchillas), taladros, etc.). nitruro de boro cúbico (KNB) - un compuesto de boro, silicio y carbono. El CBN tiene una dureza y una capacidad abrasiva similares a las del diamante. El diamante sintético (AS) tiene la misma estructura que el natural. Las propiedades físicas y mecánicas de los diamantes sintéticos de buena calidad son similares a las de los diamantes naturales. Los diamantes sintéticos se producen en cinco grados ASO, ACP, ASK, DIA, ACC. CONFERENCIA N° 11. Aleaciones de metales no ferrosos 1. Metales no ferrosos y aleaciones, sus propiedades y finalidad Las valiosas propiedades de los metales no ferrosos han llevado a su uso generalizado en diversas ramas de la producción moderna. El cobre, el aluminio, el zinc, el magnesio, el titanio y otros metales y sus aleaciones son materiales indispensables para las industrias de fabricación de instrumentos y eléctrica, aeronáutica y radioelectrónica, nuclear y espacial. Metales no ferrosos tienen una serie de propiedades valiosas: alta conductividad térmica, muy baja densidad (aluminio y magnesio), punto de fusión muy bajo (estaño, plomo), alta resistencia a la corrosión (titanio, aluminio). Las aleaciones de aluminio con otros elementos de aleación se utilizan ampliamente en diversas industrias. Las aleaciones a base de magnesio se caracterizan por su baja densidad, alta resistencia específica y buenas propiedades de mecanizado. Han encontrado una amplia aplicación en la ingeniería mecánica y, en particular, en la industria aeronáutica. El cobre técnico, que no contiene más del 0,1% de impurezas, se utiliza para varios tipos de conductores de corriente. Aleaciones de cobre Según su composición química, se clasifican en latón y bronce. A su momento latón según su composición química se dividen en simples, aleados únicamente con zinc, y especiales, que además del zinc contienen plomo, estaño, níquel y manganeso como elementos de aleación. Bronce también se subdivide en estaño y sin estaño. Bronces sin estaño Tienen alta resistencia, buenas propiedades anticorrosivas y antifricción. El magnesio se usa ampliamente en metalurgia, con la ayuda de la desoxidación y desulfuración de algunos metales y aleaciones, modificar la fundición gris para obtener grafito esférico, producir metales de difícil recuperación (por ejemplo, titanio), las mezclas de polvo de magnesio con oxidantes se utilizan para fabricar cohetes de iluminación e incendiarios en tecnología jet y pirotecnia. Las propiedades del magnesio mejoran mucho con la aleación. El aluminio y el zinc con una fracción de masa de hasta un 7% aumentan sus propiedades mecánicas, el manganeso mejora su resistencia a la corrosión y soldabilidad, el zirconio, introducido en la aleación junto con el zinc, afina el grano (en la estructura de la aleación), aumenta las propiedades mecánicas y la corrosión resistencia. Las fundiciones moldeadas están hechas de aleaciones de magnesio, así como productos semiacabados: láminas, placas, varillas, perfiles, tuberías, alambres. El magnesio industrial se obtiene electrolíticamente a partir de magnesita, dolomita, carnalita, agua de mar y diversos desechos de producción según el esquema para la obtención de sales de magnesio anhidras puras, la electrólisis de estas sales en estado fundido y el refinado del magnesio. En la naturaleza, se forman potentes acumulaciones de carbonatos de magnesio - magnesita y dolomita, así como carnallitas. En la industria alimentaria, la lámina de aluminio para embalaje y sus aleaciones se utiliza ampliamente, para envolver productos de confitería y lácteos, y los utensilios de aluminio también se utilizan en grandes cantidades (cocinas, bandejas, bañeras, etc.). 2. Aleaciones de cobre El cobre es uno de los metales conocidos desde la antigüedad. El conocimiento temprano del hombre con el cobre fue facilitado por el hecho de que se encuentra en la naturaleza en estado libre en forma de pepitas, que a veces alcanzan tamaños considerables. Actualmente, el cobre es ampliamente utilizado en ingeniería eléctrica, en la construcción de líneas eléctricas, para la fabricación de equipos de telégrafo y teléfono, equipos de radio y televisión. El cobre se utiliza para fabricar alambres, cables, neumáticos y otros productos conductores. El cobre tiene una alta conductividad eléctrica y térmica, tenacidad y resistencia a la corrosión. Sus propiedades físicas se deben a la estructura. Tiene una red espacial cúbica centrada en las caras. Su punto de fusión es de +1083 °C, el punto de ebullición es de +2360 °C. La resistencia a la tracción promedio depende del tipo de procesamiento y varía de 220 a 420 MPa (22-45 kgf / mm 2), elongación relativa - 4-60%, dureza - 35-130 HB, densidad - 8,94 g/cm 3. Al poseer propiedades notables, el cobre, al mismo tiempo que un material estructural, no cumple con los requisitos de la ingeniería mecánica, por lo que se alea, es decir, se introducen en las aleaciones metales como el zinc, el estaño, el aluminio, el níquel y otros. mejorando sus propiedades mecánicas y tecnológicas. En su forma pura, el cobre se usa de forma limitada, más ampliamente: sus aleaciones. Según la composición química, las aleaciones de cobre se dividen en latón, bronce y cobre-níquel, según el propósito tecnológico: en deformables, utilizadas para la producción de productos semiacabados (alambre, lámina, tira, perfil) y fundición, utilizado para piezas de fundición. Latón - aleaciones de cobre con zinc y otros componentes. Los latones que contienen, además de zinc, otros elementos de aleación se denominan complejos o especiales, y se denominan según los componentes de aleación introducidos, además del zinc. Por ejemplo: tompak L90 es latón que contiene 90% de cobre, el resto es zinc; latón aluminio LA77-2 - 77% cobre, 2% aluminio, el resto es zinc, etc. En comparación con el cobre, el latón tiene una gran fuerza, resistencia a la corrosión y elasticidad. Se procesan por fundición, presión y corte. De ellos se fabrican productos semiacabados (láminas, cintas, tiras, tubos de condensadores e intercambiadores de calor, alambre, estampados, válvulas - grifos, válvulas, medallas e insignias, productos de arte, instrumentos musicales, fuelles, cojinetes). Los bronces son aleaciones a base de cobre en las que se utilizan como aditivos estaño, aluminio, berilio, silicio, plomo, cromo y otros elementos. Los bronces se subdividen en sin estaño (BrA9Mts2L, etc.), estaño (BrO3ts12S5, etc.), aluminio (BrA5, BrA7, etc.), silicio (BrKN1-3, BrKMts3-1), manganeso (BrMts5), bronces de berilio. (BrB2, BrFNT1,7, etc.). Los bronces se utilizan para la producción de válvulas de cierre (grifos, válvulas), varias piezas que funcionan en agua, aceite, vapor, medios ligeramente agresivos, agua de mar. 3. Aleaciones de aluminio El nombre "aluminio" proviene de la palabra latina alumen, por lo que hace 500 años antes de Cristo. mi. llamado alumbre de aluminio, que se usaba para grabar al teñir telas y curtir cuero. En términos de prevalencia en la naturaleza, el aluminio ocupa el tercer lugar después del oxígeno y el silicio y el primero entre los metales. En términos de uso en tecnología, ocupa el segundo lugar después del hierro. El aluminio no se presenta en forma libre, se obtiene a partir de minerales: bauxitas, nefelinas y alunitas, mientras que primero se produce alúmina y luego se obtiene aluminio a partir de alúmina por electrólisis. Las propiedades mecánicas del aluminio son bajas: resistencia a la tracción - 50-90 MPa (5-9 kgf / mm 2), alargamiento - 25-45%, dureza - 13-28 HB. El aluminio está bien soldado, pero es difícil de mecanizar, tiene una gran contracción lineal: 1,8% En su forma pura, el aluminio rara vez se usa, principalmente sus aleaciones con cobre, magnesio, silicio, hierro, etc., son ampliamente utilizadas Aluminio y sus aleaciones son necesarios para la aviación y la ingeniería mecánica, las líneas eléctricas, el material rodante del metro y los ferrocarriles. Las aleaciones de aluminio se dividen en fundidas y forjadas. Las aleaciones de aluminio fundido se producen en lingotes, refinados y sin refinar. Las aleaciones, en la designación de grados en los que se encuentra la letra "P", están destinadas a la fabricación de utensilios para alimentos. Las propiedades mecánicas de las aleaciones dependen de su composición química y métodos de producción. La composición química de los principales componentes incluidos en la aleación puede determinarse por el grado. Por ejemplo, la aleación AK12 contiene 12 % de silicio, el resto es aluminio; AK7M2P - 7% silicio, 2% cobre, el resto es aluminio. El más utilizado en diversas industrias es una aleación de aluminio con silicio - silumin, que se produce en cuatro grados - SIL-00, STR-0, STR-1 y STR-2. Además de aluminio (base) y silicio (10-13 %), esta aleación incluye: hierro - 0,2-0,7 %, manganeso - 0,05-0,5 %, calcio - 0,7-0,2 %, titanio - 0,05-0,2 %, cobre - 0,03% y zinc - 0,08%. Varias piezas para automóviles, tractores, automóviles de pasajeros están hechas de siluminis. Las aleaciones de aluminio forjado en lingotes, destinadas al tratamiento a presión y al engrapado en la producción de otras aleaciones de aluminio, están normalizadas por determinadas normas. Las aleaciones para tratamiento a presión consisten en aluminio (base), elementos de aleación (cobre - 5 %, magnesio - 0,1-2,8 %, manganeso - 0,1-0,7 %, silicio - 0,8-2,2 %, zinc - 2-6,5 % y una pequeña cantidad de otras impurezas). Las marcas de estas aleaciones: VD1, AVD1, AVD1-1, AKM, los productos semiacabados están hechos de aleaciones de aluminio: láminas, tiras, tiras, placas, lingotes, losas. Además, la metalurgia no ferrosa produce aleaciones antifricción de aluminio utilizadas para la fabricación de rodamientos monometálicos y bimetálicos por fundición. Según la composición química, la norma prevé los siguientes grados de estas aleaciones: AO3-7, AO9-2, AO6-1, AO9-1, AO20-1, AMST. La norma también define las condiciones de funcionamiento de los productos fabricados con estas aleaciones: carga de 19,5 a 39,2 MN/m2 (200-400 kgf/cm 2), temperatura de 100 a 120 °C, dureza - de 200 a 320 HB. 4. Aleaciones de titanio Titan - Metal blanco plateado. Es uno de los elementos más comunes en la naturaleza. Entre otros elementos en cuanto a prevalencia en la corteza terrestre (0,61%), ocupa el décimo lugar. El titanio es ligero (su densidad es de 4,5 g/cm 3), refractario (punto de fusión 1665 °C), muy resistente y dúctil. En su superficie se forma una película de óxido resistente, por lo que resiste bien la corrosión en agua dulce y de mar, así como en algunos ácidos. A temperaturas de hasta 882 °C, tiene una red compacta hexagonal; a temperaturas más altas, tiene un cubo centrado en el cuerpo. Las propiedades mecánicas de la lámina de titanio dependen de la composición química y del método de tratamiento térmico. Su resistencia a la tracción es de 300-1200 MPa (30-120 KGS/mm 2), alargamiento - 4-10%. Las impurezas dañinas del titanio son nitrógeno, carbono, oxígeno e hidrógeno. Reducen su ductilidad y soldabilidad, aumentan la dureza y la resistencia y empeoran la resistencia a la corrosión. A temperaturas superiores a 500 °C, el titanio y sus aleaciones se oxidan fácilmente al absorber hidrógeno, lo que provoca la fragilización (fragilización por hidrógeno). Cuando se calienta a más de 800 °C, el titanio absorbe vigorosamente oxígeno, nitrógeno e hidrógeno; esta capacidad se utiliza en metalurgia para desoxidar el acero. Sirve como elemento de aleación para otros metales no ferrosos y para el acero. Debido a sus notables propiedades, el titanio y sus aleaciones se utilizan ampliamente en la construcción de aviones, cohetes y barcos. Los productos semielaborados están hechos de titanio y sus aleaciones: láminas, tubos, varillas y alambre. Los principales materiales industriales para la producción de titanio son la ilmenita, el rutilo, la perovskita y la esfena (titanita). La tecnología para producir titanio es compleja, requiere mucho tiempo: primero, se produce una esponja de titanio y luego se produce titanio maleable a partir de ella mediante refundición en hornos de vacío. esponja de titanio, obtenido por el método térmico de magnesio, sirve como material de partida para la producción de aleaciones de titanio y otros fines. En función de la composición química y propiedades mecánicas se establecen como estándar los siguientes grados de titanio esponjoso: TG-90, TG-100, TG-110, TG-120, TG-130. En la designación de marcas, las letras "TG" significan - esponja de titanio, "Tv" - duro, los números significan dureza Brinell. El titanio esponjoso incluye impurezas: hierro - hasta 0,2 %, silicio - hasta 0,04 %, níquel - hasta 0,05 %, carbono - hasta 0,05 %, cloro - hasta 0,12 %, nitrógeno - hasta 0,04 %, oxígeno - hasta 0,1%. Para la fabricación de diversos productos semiacabados (láminas, tubos, varillas, alambre), se destinan el titanio y las aleaciones de titanio procesadas a presión. Dependiendo de la composición química, la norma prevé los siguientes grados: VT1-00, VT1-0, OT4-0, OT4-1, OT4, VT5, VT5-1, VT6, VT20, VT22, PT-7M, PT- 7V, PT -1 m Componentes principales: aluminio - 0,2-0,7 %, manganeso - 0,2-2 %, molibdeno - 0,5-5,5 %, vanadio - 0,8-5,5 %, circonio - 0,8-3 %, cromo - 0,5-2,3 %, estaño - 2-3%, silicio - 0,15-0,40%, hierro - 0,2-1,5%. Hierro, silicio y circonio, según el grado de la aleación, pueden ser los principales componentes o impurezas. 5. Aleaciones de zinc Aleación zinc-cobre - latón - era conocido por los antiguos griegos y egipcios. Pero la fundición de zinc a escala industrial comenzó solo en el siglo XVII. Zinc - metal de color gris azulado claro, quebradizo a temperatura ambiente ya 200 °C, cuando se calienta a 100-150 °C se vuelve dúctil. De acuerdo con la norma, el zinc se produce y suministra en forma de lingotes y bloques de hasta 25 kg. La norma también establece grados de zinc y sus áreas de aplicación: TsV00 (contenido de zinc - 99,997%) - para fines científicos, obtención de reactivos químicos, fabricación de productos para la industria eléctrica; CVO (zinc - 99,995%) - para la industria gráfica y automotriz; TsV1, TsV (zinc - 99,99%) - para la producción de piezas fundidas a presión destinadas a la fabricación de piezas para fines especialmente críticos, para obtener óxido de zinc, polvo de zinc y reactivos puros; ZOA (zinc 99,98%), ZO (zinc 99,975%) - para la fabricación de láminas de zinc, aleaciones de zinc procesadas por presión, blancas, ligaduras, para galvanización en caliente y galvánica; Ts1S, Ts1, Ts2S, Ts2, Ts3S, Ts3: para diversos fines. Las aleaciones de zinc son muy utilizadas en la industria: latón, zinc bronce, aleaciones para recubrir diversos productos de acero, para la fabricación de celdas galvánicas, impresión, etc. Las aleaciones de zinc en lingotes para fundición están estandarizadas. Estas aleaciones se utilizan en automoción e instrumentación, así como en otras industrias. La norma establece los grados de las aleaciones, su composición química, se determinan los productos elaborados a partir de ellas: 1) TsAM4-10 - partes especialmente críticas; 2) TsAM4-1 - partes críticas; 3) TsAM4-1V - partes no críticas; 4) TsA4O - piezas críticas con dimensiones estables; 5) CA4 - piezas no críticas con dimensiones estables. Aleaciones antifricción de zinc, destinados a la producción de productos monometálicos y bimetálicos, así como productos semielaborados, mediante fundición y tratamiento a presión están normalizados por la norma. Las propiedades mecánicas de las aleaciones dependen de su composición química: resistencia a la tracción δВ = 250-350 MPa (25-35 kg/mm 2), alargamiento relativo δ = 0,4-10%, dureza - 85-100 HB. La norma establece los grados de estas aleaciones, sus áreas de aplicación y condiciones de trabajo: TsAM9-1,5L - fundición de revestimientos, bujes y deslizadores monometálicos; admisible: carga - 10 MPa (100 kgf / cm 2), velocidad de deslizamiento - 8 m/s, temperatura 80 °C; si las piezas bimetálicas se obtienen por fundición en presencia de un marco de metal, entonces la carga, la velocidad de deslizamiento y la temperatura se pueden aumentar hasta 20 MPa (200 KGS / cm 2), 10 m/sy 100 °C, respectivamente: TsAM9-1,5 - obtención de una cinta bimetálica (aleación de zinc con acero y duraluminio) por laminación, la cinta se destina a la fabricación de liners por estampado; permitido: carga - hasta 25 MPa (250 kgf / cm 2), velocidad de deslizamiento - hasta 15 m/s, temperatura 100 °C; AM10-5L - fundición de cojinetes y bujes, admisible: carga - 10 MPa (100 KGS/cm 2), velocidad de deslizamiento - 8 m/s, temperatura 80 °C. CLASE N° 12. Propiedades de los materiales no metálicos 1. Materiales no metálicos Allá por la segunda mitad del siglo XX. en nuestro país, se prestó mucha atención al uso de materiales no metálicos en diversas industrias y en la economía nacional en su conjunto. Se estableció y aumentó constantemente la producción de una variedad de materiales no metálicos: resinas y plásticos sintéticos, cauchos sintéticos en sustitución del caucho natural, polímeros de alta calidad con características técnicas específicas, incluidos los plásticos reforzados y rellenos. Los plásticos y otros materiales no metálicos tienen una serie de excelentes propiedades físicas, químicas, mecánicas y tecnológicas, lo que llevó a su uso generalizado en diversas industrias: ingeniería mecánica, ingeniería eléctrica, electrónica, etc. Como material estructural, los plásticos están reemplazando cada vez más metales caros. El uso de plásticos permite mejorar constantemente los diseños. El equipamiento de máquinas y equipos, así como el ensamblaje parcial de varias unidades, puede reducir su peso, mejorar la confiabilidad y la durabilidad, y aumentar la productividad. La producción de plásticos requiere de 2 a 3 veces menos inversiones de capital que la producción de metales no ferrosos. Los materiales de partida para la producción de plásticos son productos baratos del procesamiento de carbón, petróleo y gas natural. Los plásticos se refuerzan para mejorar las propiedades mecánicas. Para la fabricación de diversas piezas que funcionan en mecanismos de fricción (deslizamiento) con cargas y velocidades bajas, se utilizan materiales no metálicos como polímeros antifricción y materiales plásticos. Estos materiales tienen un bajo coeficiente de fricción, alta resistencia al desgaste, resistencia química y pueden operar sin lubricación. Sin embargo, la baja conductividad térmica, el coeficiente de expansión térmica significativo (decenas de veces mayor que el de los metales), la baja dureza y el alto cumplimiento limitan la posibilidad de su amplio uso. Se utilizan con mayor eficacia en combinación con otros materiales, metales y plásticos. Además, las cintas de amianto tejidas para frenos y los revestimientos de amianto de fricción se utilizan como materiales no metálicos de fricción: moldeados, prensados, tejidos, de cartón-baquelita y enrollados en espiral, que se pueden usar en todas las zonas climáticas. Los revestimientos de amianto de fricción se utilizan para unidades de fricción de automóviles, aeronaves, tractores, máquinas textiles y de corte de metales, equipos de manipulación y locomotoras diésel. El recurso de tales revestimientos no metálicos que funcionan en unidades de fricción es bastante alto. Por ejemplo, para automóviles con motores diesel, son 6000 horas, automóviles: 125 km, camiones: 000 km. Las cintas de asbesto tejidas para frenos se utilizan como revestimientos en unidades de freno y fricción de máquinas y mecanismos con una temperatura superficial de fricción de hasta 75 °C. Los materiales no metálicos se utilizan ampliamente en diversas industrias y en la economía en su conjunto. 2. Polímeros: estructura, polimerización y policondensación, propiedades En la actualidad, es difícil imaginar la medicina sin sistemas de polímeros para transfusiones de sangre, equipos médicos, sin tubos de polímeros transparentes, artículos para el cuidado del paciente, sin almohadillas térmicas de goma, bolsas de hielo, etc. Enriquecen significativamente la gama de materiales utilizados en medicina, polímeros sintéticos . Los polímeros se diferencian significativamente de los metales y las aleaciones: sus moléculas se alargan en cadenas largas, como resultado de lo cual los polímeros tienen un alto peso molecular. Las moléculas de polímero se obtienen a partir de los productos iniciales de bajo peso molecular, los monómeros, mediante polimerización y policondensación. Los polímeros de policondensación incluyen resinas de fenol-formaldehído, poliésteres, poliuretanos y resinas epoxi. El cloruro de polivinilo, el polietileno, el poliestireno y el polipropileno son compuestos de alto peso molecular del tipo de polimerización. Los compuestos de alto polímero y alto peso molecular son la base de la naturaleza orgánica: células animales y vegetales, que consisten en proteínas. Para la fabricación de muchos dispositivos médicos, se utilizan ampliamente tanto materiales poliméricos, que se basan en materias primas naturales, como materiales artificiales (materiales sintéticos y poliméricos). La mayoría de los apósitos están hechos de materiales poliméricos de origen natural: algodón, gasas y productos elaborados con ellos, alignina, así como hilos de sutura (seda quirúrgica). Los polímeros son la base de los plásticos utilizados en la fabricación de diversos instrumentos, partes de equipos y equipos médicos. Los polímeros como las resinas líquidas y sólidas de fenol-formaldehído han encontrado una amplia aplicación en diversas industrias y en la economía en su conjunto. Resinas tipo resol líquido de fenol-formaldehído - producto de la policondensación de fenol y formaldehído en presencia de un catalizador con o sin la adición de agentes modificadores y estabilizantes - se presentan como un líquido transparente homogéneo de color marrón rojizo a cereza oscuro con una densidad media de 1,2 g/ cm 3. Se utilizan en la producción de productos aislantes térmicos y acústicos, madera contrachapada, aglomerado y tableros de fibra de madera, herramientas abrasivas sobre una base flexible, fibra de vidrio, asbesto y productos de fricción de asbesto, fibra de carbono para techos de minas, etc. Grados de resinas: SFZh- 303, SFZh-305, etc Resinas sólidas de fenol-formaldehído de tipo novolac y resol - productos de policondensación de fenoles (o sus fracciones) y formaldehído en presencia de un catalizador con o sin adición de sustancias modificadoras. Disponible en forma de polvo, copos y migas. Se utilizan para producir compuestos de caucho, masas de moldeo, plásticos laminados, suspensiones conductoras de barniz, pinturas y barnices anticorrosivos y adhesivos, como aglutinantes para productos abrasivos y moldes de concha, en la fabricación de espuma plástica, en la producción de barnices de aceite para la pintura e industrias de barnices y alimentos. Se producen los siguientes grados de resinas: SF-010A, SF-010, SF-010M (modificado), SF-014, etc. 3. Plásticos: termoplásticos, termoestables, llenos de gas plástica - plásticos - estos son materiales obtenidos sobre la base de un compuesto orgánico de alto peso molecular - un polímero que actúa como aglutinante y determina las principales propiedades técnicas del material.Dependiendo de la elasticidad, los plásticos se dividen en tres grupos: rígido, elástico módulo 700 MPa, hasta 70 MPa Los plásticos se producen monolíticos en forma de termoplástico y termoendurecible y llenos de gas - estructura celular. Los plásticos termoplásticos incluyen polietileno de baja presión, polipropileno, poliestireno de alto impacto, plásticos ABS, cloruro de polivinilo, fibra de vidrio, poliamidas, etc. Los plásticos termoendurecibles incluyen: espumas rígidas de poliuretano, aminoplastos, etc. К plásticos llenos de gas incluyen espumas de poliuretano - material estructural ultraligero lleno de gas. termoplástico - polietileno de baja presión - un producto de polimerización de etileno obtenido a baja presión utilizando catalizadores organometálicos complejos. Los grados base de este polietileno son: 20108-001, 20208-002, 20308-005, etc. La densidad del polietileno es de 0,931 a 0,970 g/cm 3. El poliestireno de alto impacto es un producto de la copolimerización del estireno con caucho u otro plastificante, que tiene propiedades mecánicas superiores a las del poliestireno de uso general. Tiene alta dureza, resistencia al impacto, elasticidad, resistencia a la tracción, resistencia a la temperatura en el rango de +65 a -40 °C. Aminoplastos - plásticos termoendurecibles - masas prensadas de urea y melamina-formaldehído obtenidas a base de resinas amínicas utilizando cargas (orgánicas, minerales o combinaciones de las mismas), sustancias colorantes y modificadoras. Su resistencia al calor de Marten es de al menos 100-180 ° C, resistencia al impacto - 3,9-29,4 kJ / m 2 (4-30 kgf × cm/cm 2), contracción - 0,2-0,8%, resistencia eléctrica volumétrica específica - 1? 10 11 -1×10 12 Ohm × cm A partir de aminoplastos, se fabrican productos para fines domésticos, técnicos y eléctricos mediante prensado en caliente. En total, se producen 11 grados de aminoplastos: KFA-1, KFB-1, etc. Espumas de poliuretano - plásticos llenos de gas - material estructural ultraligero. Poliéteres y poliésteres, isocianatos, catalizadores y emulsionantes son las materias primas para su producción. Las espumas elásticas de poliuretano (PPU) tienen celdas cerradas llenas de gas que no se comunican (plásticos de espuma) y celdas comunicantes (plásticos de espuma). El término general "espumas" se usa a menudo. La espuma elástica contiene un 70% de poros comunicantes de aire. Tiene una densidad de 25-29 kg/m 3, resiste bien la descomposición, las sustancias utilizadas en la limpieza en seco de los productos, su resistencia a la tracción es de 0,07-0,11 MPa. La espuma de poliuretano elástica se utiliza en la producción de muebles tapizados, asientos de automóviles, tractores y otros productos. La espuma rígida de poliuretano se utiliza para la fabricación de carcasas de sillones, elementos decorativos, como materiales aislantes térmicos y acústicos. Los plásticos de espuma rellena (PPU) se han generalizado en los últimos años. 4. Elastómeros El término "elastómeros" se introdujo para reemplazar los nombres "cauchos sintéticos" y también "caucho natural". Elastómeros Los polímeros se denominan polímeros que tienen una alta elasticidad en un amplio rango de temperatura: la capacidad de sufrir deformaciones reversibles significativas (de varios cientos a 1000% o más) con cargas de actuación relativamente pequeñas. El primer material elástico de este tipo fue el caucho natural, que no ha perdido su importancia en la producción de elastómeros, incluso para productos médicos, debido a su no toxicidad. El caucho se obtiene del látex (el jugo lechoso de la hevea brasileña), que consta de más de la mitad de agua, en la que se disuelven 34-37% de caucho, 2-2,7% de proteína, 1,65-3,4% de resina, 1,5-4,92% . . 50% azúcar. En las plantaciones donde se prepara caucho natural como materia prima industrial, el látex se coagula con ácidos orgánicos, se enrolla en láminas corrugadas y se ahúma en cámaras de humo a una temperatura de +2,5 °C. Las sustancias constitutivas del humo desempeñan el papel de antisépticos y estabilizadores de la oxidación del caucho. Estas láminas con un grosor de 3-5 mm con un patrón de superficie de oblea se denominan "láminas de humo". Sirven como la forma más comúnmente utilizada de caucho de plantación crudo Los datos del análisis elemental para el caucho purificado corresponden a la fórmula empírica C8HXNUMX (isopreno). Cauchos sintéticos (elastómeros) se obtienen por polimerización a partir de monómeros con la participación de catalizadores (aceleradores de procesos). El primer caucho sintético soviético fue obtenido por S. D. Lebedev a partir de alcohol técnico. Actualmente, se producen varios tipos de cauchos sintéticos (elastómeros), incluido el isopreno, que difiere poco del natural. Para productos médicos, se utiliza caucho de saloxano (silicona), cuya cadena polimérica principal consiste en átomos de silicio y oxígeno. Es resistente al calor y fisiológicamente inerte. Las materias primas para la fabricación de cauchos sintéticos son el petróleo, el gas natural y el carbón. La transformación del caucho o de una mezcla de caucho "en bruto" en caucho elástico (un material con las propiedades de rendimiento necesarias) se lleva a cabo mediante vulcanización. La vulcanización, como el tratamiento térmico de metales y aleaciones, provoca un cambio en la estructura del caucho. Durante la vulcanización, las moléculas de elastómero se unen ("reticulan") mediante enlaces químicos en una red tridimensional espacial, como resultado de lo cual se obtiene un material que tiene las propiedades elásticas y de resistencia necesarias (resistencia, elasticidad, dureza, resistencia al desgarro, etc.). El principal agente vulcanizante es el azufre; También se utilizan telurio y selenio. Cuanto más azufre se agrega al caucho, más duro y menos elástico se vuelve el elastómero. En la producción moderna, además de los vulcanizadores, se utilizan ampliamente los aceleradores orgánicos, cuya presencia reduce la cantidad de azufre (hasta un 2% en lugar del 10%) y la temperatura de vulcanización. Hay ultraaceleradores, por lo que la vulcanización se realiza a temperatura ambiente en lugar de una temperatura de +130-150 °C. 5. Caucho Los cauchos de varios tipos y marcas pertenecen al grupo de materiales elásticos - elastómeros Los cauchos se dividen en con forma y sin forma. El caucho no moldeado incluye un gran grupo de los llamados cauchos en bruto. Los cauchos crudos se producen bajo números (10, 11, 14, etc.) en forma de placas de diferentes espesores, recubiertas de talco (para evitar que se peguen), o en forma de rollos con junta de tela (de percal), que también protege la goma de la adhesión. crudo sin forma El caucho se obtiene por vulcanización a partir de compuestos de caucho fabricados a base de cauchos sintéticos o naturales. El principal agente de vulcanización es el azufre, pero también se utilizan selenio y telurio. Dependiendo de las marcas, el caucho bruto se utiliza para obtener diversos productos moldeados con determinadas propiedades. Por ejemplo, a partir del caucho crudo se obtienen varios tipos de caucho en lámina técnica: ácido-álcali, resistente al calor, resistente a las heladas, apto para uso alimentario, etc. El caucho resistente a las heladas conserva sus propiedades a temperaturas de hasta -45 °C. El caucho de chapa técnica con un espesor de 3-4 mm se utiliza para la fabricación de juntas de estanqueidad en uniones embridadas de tuberías que transportan agua fría, y el caucho con junta textil (de tejido sintético) también se utiliza para el transporte de agua caliente con temperaturas hasta a +100°C. A partir de cauchos en bruto se obtienen diversos productos de caucho: acoplamientos, anillos, válvulas, varias juntas, etc., utilizando los siguientes métodos de moldeo: prensado, extrusión y moldeo por inyección. El proceso de prensado de productos de caucho se lleva a cabo en prensas hidráulicas de vulcanización bajo una presión de 100-300 atm. ya una temperatura de +140-160°C. En la producción de muebles tapizados se utiliza mucho la gomaespuma, que es un material a base de caucho sintético o natural. Para la fabricación de goma espuma, se utiliza una mezcla de látex, que se mantiene durante 18-21 horas, se espuma y se vulcaniza, y luego se seca. El caucho de espuma se produce en forma de láminas o elementos de muebles moldeados. En términos de elasticidad, elasticidad, deformación residual, la gomaespuma es un material ideal para muebles tapizados. Espuma de caucho autoventilado y enfriado al pasar aire a través de los poros comunicantes. Para reducir el peso de los muebles de espuma, se fabrican con huecos, pero para mantener la capacidad de soportar cargas significativas, el volumen de los huecos no debe exceder el 40 % del volumen de todo el elemento. Los cauchos destinados a la fabricación de grupos individuales de productos están sujetos a requisitos adicionales que garantizan que los productos cumplan su propósito funcional y sean confiables en su operación. Actualmente, la industria produce láminas de caucho de tres grados: resistente al calor, a las heladas, a los ácidos y a los álcalis (TMKShch); resistencia limitada al aceite y la gasolina (OMB); mayor resistencia al aceite y a la gasolina (PMB), que, a su vez, se subdividen según la dureza del caucho utilizado: blanda (M) para funcionamiento a temperaturas de -45 °C a +90 °C; dureza media (C) - a temperaturas de -60 °C a +80 °C, dureza aumentada (P) - a temperaturas de -60 °C a +80 °C. 6. Selladores Selladores (selladores) se utilizan en casi todas partes: en la construcción, en el sistema de vivienda y servicios comunales, ingeniería mecánica, producción de muebles, en la vida cotidiana, durante diversos trabajos de reparación. Los selladores son composiciones poliméricas en forma de pastas, masillas o líquidos que, después de ser aplicados sobre la superficie, espesan inmediatamente o después de un tiempo como resultado de la vulcanización de la base polimérica. Para la preparación de selladores se utilizan cauchos sintéticos líquidos y aditivos especiales. La industria produce varios tipos de selladores: fachada de edificios, sutura-tiokol y acrilato, construcción de caucho-silicona, acrílico. En el trabajo del vidrio, los selladores de tiocol 7-30M y UT-31 se utilizan principalmente para sellar juntas, que se vulcanizan a temperaturas de +18 °C a +30 °C. En el sistema de vivienda y servicios comunales, el sellador de silicona KLT-30 se usa ampliamente para sellar conexiones roscadas que operan en el rango de temperatura de -60 °C a +200 °C. En los últimos años, se han importado a Rusia muchas marcas de selladores producidos por empresas extranjeras: DAP, KVADRO, KIMTEC, KRASS. En comparación con otros materiales similares, los selladores tienen resistencia a la humedad, hermeticidad a los gases y durabilidad. Los selladores a base de poliisobutileno se utilizan para sellar juntas externas entre elementos de edificios prefabricados de paneles grandes. Los selladores, como el caucho, pertenecen al grupo de los elastómeros. Los selladores de tiocol más utilizados, que se caracterizan por su versatilidad. La industria rusa produce las siguientes marcas de selladores de tiocol: 1) U-30M. Se suministra completo como parte de la pasta selladora negra U-30, vulcanizador N° 9 y acelerador de vulcanización - difenilguanidina, mezclado inmediatamente antes de su uso en una proporción de 100:7:0,35 partes en masa. Diseñado para sellar metal (excepto latón, cobre, plata) y otras juntas que funcionan en ácidos y álcalis diluidos, combustibles líquidos y en aire en todas las condiciones climáticas a temperaturas de -60 °C a + 130 °C; 2) UT-31 - Pasta gris claro U-31, vulcanizador No. 9 y acelerador de vulcanización, utilizado para sellar metales (excepto latón, cobre, plata) y otros compuestos que operan en aire y combustibles líquidos a temperaturas desde -60 °C hasta hasta +130 °C y hasta + 150 °C - brevemente en el aire; 3) 51-UT-36A (con adhesivo) y 51-UT-36B (sin adhesivo) - pasta de masilla gris oscuro U-36, resina epoxi E-40 (para 51-UT-36B) y bicromo sodio como vulcanizador; utilizado en instrumentación. Para sellar varias juntas, costuras que funcionan a temperaturas de +200 °C a +300 °C, están destinados los selladores de siloxano resistentes al calor hechos a base de cauchos de siloxano líquidos. Las marcas de selladores nuevos de siloxano son las siguientes: elastosil 11-01, silpen. VPT-2L, KL-4, KLT-30, KLSE, VGO-2, KLVAE, etc. También se producen selladores resistentes al calor y al combustible a base de cauchos que contienen flúor de los siguientes grados: VGF-1, VGF-2, 51-G-1 y otros CONFERENCIA N° 13. Vidrio. Materiales decorativos 1. Vidrio: inorgánico y orgánico En diversas industrias, la construcción y otros sectores de la economía se utilizan vidrios inorgánicos y orgánicos. vidrio inorgánico subdividido en técnico, construcción y doméstico. A su vez, el vidrio de construcción se divide en estructural, acabado, aislamiento acústico y térmico. Por calidad de superficie el vidrio es pulido y sin pulir, coloreado e incoloro. Según el método de endurecimiento. - ordinaria, recocida, templada y templada por medios químicos u otros. Según el perfil, el vidrio se produce plano, ondulado, doblado y perfilado. Vidrio inorgánico El edificio ha encontrado una amplia aplicación en la construcción: para acristalamiento de aberturas ligeras en paredes, linternas (en los techos de varios edificios). El vidrio inorgánico se obtiene enfriando una masa fundida que contiene arena de cuarzo puro (sílice), sulfato de sodio y piedra caliza. La mayor aplicación para el acristalamiento de bloques de ventanas y puertas, particiones fue recibida por vidrio de ventana de hoja de 1 y 2 grados. La densidad de este vidrio es de 2000-2600 kg/m 3, transmisión de luz - 84-87%, baja conductividad térmica. La industria también produce vidrio estampado en láminas de los grados 1 y 2, incoloro y coloreado con un dibujo en relieve; vidrios laminados térmicamente pulidos, vidrios laminados coloreados (rojo, azul, verde, amarillo), lisos, coloreados e incoloros; con superficie lisa, ondulada o estampada; no reforzado y reforzado con malla de acero (hay 3 tipos disponibles: perfil de canal; perfil en forma de caja - con una o dos costuras; perfil acanalado); láminas de vidrio reforzadas con malla metálica, incoloras y coloreadas, lisas y onduladas, estampadas. Vidrio orgánico - producto de resinas de poliéster insaturadas, polímero transparente. Se divide en técnica, estructural, chapa, iluminación y relojería. El vidrio orgánico técnico es un polímero (copolímero) plastificado y no plastificado de éster metílico del ácido metacrílico, ampliamente utilizado en diversas industrias y en la economía en general. La norma prevé tres grados de vidrio TOSP: vidrio orgánico técnico plastificado; TOSN - vidrio orgánico técnico no plastificado; TOSS - vidrio copolímero orgánico técnico. Propiedades físicas y mecánicas del vidrio orgánico técnico: temperatura de reblandecimiento (dependiendo del espesor) - 92-130 °C, resistencia al impacto - 6-9 kJ/m 2 (6-9 kgf - densidad a 20 °C), transparencia (con un espesor de hasta 30 mm) - 85-88 %, contracción por sobrecalentamiento a 40 °C durante 1 hora - 3,5-4 %, tensión de rotura a la tracción - 60-80 MPa (600-800 kgf/cm 2), alargamiento relativo a la rotura - 2-2,5%. El vidrio orgánico estructural está disponible en tres grados: SOL - vidrio orgánico plastificado; ST-1 - vidrio orgánico no plastificado y 2-55 - vidrio copolímero. Estos grados de vidrio orgánico se utilizan como material estructural en la industria de instrumentos y ensamblaje. 2. Sills, vasos de metal Vitrocerámicas (vitrocerámicas) - los materiales vitrocerámicos a base de vidrio, que se diferencian de estos últimos en una estructura cristalina similar a la cerámica, pero con cristales más pequeños (desde fracciones hasta 1-2 micras) y su empaquetamiento más denso, excluyendo cualquier material poroso. La vitrocerámica se produce fundiendo una carga de vidrio de composiciones especiales con la adición de cristalización, enfriando la masa fundida hasta un estado plástico y moldeando productos a partir de ella utilizando métodos de tecnología de vidrio (prensado, soplado, estirado). Los productos moldeados se someten a un tratamiento térmico especial para formar una estructura densa de grano fino, característica de la vitrocerámica. Las vitrocerámicas se subdividen en los siguientes grupos según su composición química: STL - espodumeno; STM - cordierita; STB - fotositales de boro-bario y boro-plomo, con alto contenido de silicio. Sitals de la marca STL contienen litio, marcas STM - magnesio. Los sitalls pueden ser transparentes, opacos, blancos, cremas y de colores. Por propiedades Las vitrocerámicas se dividen en: químicamente resistentes, resistentes al desgaste, ópticas, eléctricamente aislantes y resistentes al calor. Las vitrocerámicas químicamente resistentes y resistentes al desgaste se utilizan para la fabricación de chimeneas, émbolos, partes de bombas químicas, reactores y equipos químicos, donde se requiere alta resistencia al calor e impermeabilidad gas-líquido. En la fabricación de fibras sintéticas, las vitrocerámicas resistentes al desgaste se utilizan para hilos de alambre y algunas otras partes de las máquinas textiles; además, se utilizan para fabricar instrumentos para medir longitudes y ángulos de diversos productos. Las vitrocerámicas ópticas con TCLE (resistencia térmica) próxima a cero se utilizan principalmente para la fabricación de espejos astronómicos y láseres. Vitrocerámica aislante eléctrico debido a sus propiedades eléctricas, especialmente a altas temperaturas, se utilizan para la fabricación de dispositivos e instalaciones de radio y electrónica, diversos dispositivos que funcionan en condiciones de temperatura y humedad variables, así como aisladores que funcionan en modo de alta tensión. Las vitrocerámicas resistentes al calor con TLCR cercano a cero se utilizan como materiales estructurales para dispositivos que funcionan bajo cargas térmicas variables, así como en la producción de intercambiadores de calor. vidrio metalico tienen la misma estructura que los Si-talls, sólo que el revestimiento es metálico. Ciertos compuestos metálicos se agregan a la composición básica durante la producción de tales vidrios (que dependen del propósito y campo de aplicación de los vidrios metálicos), a partir de los cuales, a una temperatura determinada en una atmósfera especial (medio de fusión), se obtiene un recubrimiento metálico. liberado en la superficie de la masa de vidrio. Los vidrios de metal se utilizan principalmente en ingeniería eléctrica. Los vidrios metálicos también se producen por proyección en caliente sobre un material vitrocerámico (por ejemplo, aplicando una capa de aluminio de 0,5-1 mm de espesor). Tal recubrimiento resiste un cambio rápido de temperatura, a pesar de la diferencia significativa en la TLC del aluminio y el material de vitrocerámica. 3. Modificaciones polimórficas de carbono y nitruro de boro. Es muy utilizado en diversas ramas de la industria y, sobre todo, en la ingeniería mecánica. nitrilo de boro cúbico (CBN) - modificación cúbica cristalina del compuesto de boro con nitrógeno, sintetizada según la tecnología inherente a la producción de diamantes sintéticos. Debido a la variación de factores tecnológicos, se producen varios tipos de nitruro de boro cúbico: elbor, elbor-R, cubo-nit, ismita, hexanita, etc. El nitruro de boro cúbico y sus variedades se miden por quilates, su clasificación por tamaño de grano es también cerca de los estándares adoptados para el procesamiento de acero y aleaciones a base de hierro. En los últimos años se han obtenido policristales de CBN de hasta 12 mm de tamaño. Ampliamente utilizados en ingeniería mecánica son los materiales superduros obtenidos sobre la base de nitruro de boro: elbor-R e ismit. En términos de propiedades de corte y resistencia al desgaste, son varias veces superiores a las aleaciones duras cermet y las cerámicas minerales. Los cortadores CBN-R están hechos de dos tipos: prefabricados, en los que los espacios en blanco CBN se montan en un inserto de transición instalado en el cuerpo del cortador, y sólidos, donde los espacios en blanco (ELBOR-R) se unen directamente al cuerpo de la herramienta vertiéndolos con líquido. (metal fundido. El uso de Elbor-R permite asegurar una alta productividad y limpieza de la superficie tratada. El uso más eficaz de Elbor-R es tornear aceros endurecidos en lugar de esmerilar y perforar agujeros. El material superduro ismita, obtenido a base de nitruro de boro (modificado), tiene una mayor resistencia que las aleaciones duras al tornear aceros templados. La modificación cristalina cúbica del carbono son los diamantes, naturales y sintéticos, que son insolubles en ácidos y álcalis, tienen una gran dureza, se utilizan para la fabricación de cortadores, cortadores de vidrio, puntas para medir la dureza de los metales, etc. 4. Materiales compuestos En varios sectores de la economía del país, incluida la construcción, se utilizan ampliamente diversos materiales compuestos a base de madera picada: aglomerado, tableros de fibra, hormigón de madera, tableros de fibra, aglomerado aglomerado con cemento y composiciones adhesivas para madera. Los aglomerados se fabrican prensando en caliente partículas de madera mezcladas con un aglutinante. Tales placas se usan ampliamente en la construcción, en la producción de muebles. Dimensiones de las placas: longitud de 1830 mm a 5680 mm, ancho - de 1220 mm a 2500 mm, espesor - de 8 mm a 28 mm. De acuerdo con los parámetros físicos y mecánicos, los tableros de partículas se dividen en grados: P-A y P-B, según la calidad de la superficie con una superficie regular y de grano fino; según el grado de tratamiento superficial - pulido y sin pulir; de acuerdo con las propiedades hidrofóbicas, con resistencia al agua normal y aumentada; tiene un inconveniente: baja resistencia a la tracción perpendicular a las capas. Tableros de fibra de madera se fabrican con residuos del procesamiento de madera de coníferas y frondosas. Según la densidad y resistencia a la flexión del tablero, los tableros de fibra de madera se clasifican en blandos (M-4, M-12, M-20), semisólidos (PT-100), duros (T-350, T- 400), superduro - ( ST-500). De acuerdo con sus propiedades técnicas, están hechos biorresistentes, resistentes al fuego, resistentes a la humedad y absorbentes del sonido. El tablero de fibra blanda se utiliza en la construcción como material para el aislamiento térmico y acústico de paredes, tabiques, techos, techos entre pisos, etc. El tablero de fibra semiduro se usa para el revestimiento de paredes y techos en edificios residenciales y públicos. Los tableros de fibra duros y súper duros se usan ampliamente en la producción de muebles (para las paredes traseras de los muebles de gabinete, las partes inferiores de los cajones, etc.), en la construcción, para el revestimiento de paredes, techos, etc. Dichos tableros se producen con un espesor de 2,5 -10 mm. Los tableros de fibra de dureza media se producen en grandes volúmenes en el extranjero bajo la marca "Tableros MDF - Marcas de fuego de densidad media" con un espesor de 10 a 30 mm, para la fabricación de muebles modernos en sustitución de la madera contrachapada y la madera natural. En los últimos años, varios productos de hormigón de madera han sido ampliamente utilizados en la construcción, que se fabrica utilizando residuos de carpintería triturados, un aglutinante - cemento Portland, aditivos - cloruro de calcio, vidrio líquido, sulfato de aluminio y cal. Arbolite Se utiliza para la producción de paneles de pared, diversos productos de aislamiento térmico. Como estructuras de cerramiento en la construcción de casas de madera, fincas y diversas edificaciones en zonas rurales, tableros de cemento, que se fabrican con virutas de madera, cemento Portland y aditivos químicos. Las placas se producen en los siguientes tamaños: 1200? 3600 mm, espesor 8-25 mm; su densidad está dentro de 1100-1400 kg/m 3, resistencia a la flexión - 9-12 MPa. Para la fabricación de envases moldeados son muy utilizados composiciones adhesivas para madera, que consiste en madera triturada y un aglutinante - resinas de urea-formaldehído con un aditivo - parafina. 5. Materiales de revestimiento sintéticos En la última década se han utilizado ampliamente una variedad de materiales de revestimiento sintéticos para la decoración de interiores de oficinas, locales varios y trabajos al aire libre, que han sustituido a las escasas chapas laminadas y han simplificado enormemente la tecnología de acabado, especialmente este tipo de revestimiento. materiales como películas decorativas a base de adhesivos y materiales poliméricos (en ). Actualmente, se utiliza la tecnología de obtención de materiales de película con imitación de poros "reales". Dicha película de la marca PDSO y PDO (sin capa adhesiva) se utiliza para enchapar muebles, decoración interior de automóviles. La película PDO-A-020 se utiliza en la industria de la aviación para el acabado de cabinas de aviones. Las películas a base de materiales poliméricos se fabrican a partir de composiciones de cloruro de polivinilo, polipropileno, poliéster, etc. Las películas anteriores PDO y PDSO son cloruro de polivinilo (también importado). Recientemente, las películas de fluoruro de polivinilo (PVF), que tienen buenas propiedades de rendimiento, se han utilizado para enchapar varios productos de madera (paneles de puertas, muebles), así como paredes y paneles, elementos interiores. Para estos fines, además de la película PVF, se utilizan películas autoadhesivas a base de un copolímero de cloruro de vinilo y acetato de vinilo grado VA, que produce Skoch. Estas películas se producen transparentes, coloreadas, con efecto metalizado. En gran demanda entre varios consumidores son cintas adhesivas protectoras tipos LT-38, LT-50 a base de polímeros, que se utilizan para proteger el material de los bordes de las gotas de material de pintura al terminar las tablas. Las cintas adhesivas son una base de polímero, una película de 35-50 micrones de espesor, sobre la cual se aplica una fina capa adhesiva. En la fabricación de encimeras, marcos de ventanas, puertas, equipos sanitarios, a menudo se utilizan laminados (un tipo de materiales de revestimiento sintéticos). Laminados son laminados termoendurecidos que se obtienen prensando papel a alta temperatura. La base de papel del laminado está impregnada con resina fenólica y las capas exteriores están impregnadas con melamina. Los laminados son resistentes al desgaste, compatibles con alimentos, fáciles de limpiar, no inflamables y resistentes a la humedad. Para la tapicería de muebles, se utilizan ampliamente los acabados de varios tipos de transporte. cuero de imitación: tapicería de cuero artificial vinílico, tapicería de cuero vinílico monolítico poroso, tapicería de cuero artificial monolítico poroso, etc. Los cueros artificiales también tienen una gran demanda entre los fabricantes de calzado. En los últimos años se han utilizado nuevos materiales para decorar interiores residenciales y públicos -muy originales, con variedad de diseños, piedras artificiales, que son tableros acrílicos minerales. Son duros, como las piedras naturales, tienen una estructura diferente, son resistentes a la abrasión y son relativamente fáciles de procesar. Las películas monolíticas porosas también se utilizan para revestir las superficies de fachada de muebles para dormitorios, armarios y muebles para niños, que tienen una superficie monolítica superior y una capa porosa inferior (su grosor es de 1,2-1,5 mm, ancho - 600-1360 mm, longitud del rollo - 30- 50 m). 6. Laminados decorativos Laminados decorativos se han utilizado durante muchos años para el acabado de locales residenciales, públicos e industriales, interiores de varios vehículos, para revestir las superficies de trabajo de muebles de cocina, médicos y comerciales. Los plásticos de este tipo tienen buenas propiedades físico-mecánicas y decorativas, están bien procesados, son resistentes a altas temperaturas, al impacto y a la abrasión, a la acción del agua, del vapor, así como de alimentos y líquidos domésticos (té, café, vodka, etílico alcohol, etc.) d.). La densidad de los plásticos DBS no es inferior a 1,4 g/cm 3, tensión de rotura en tensión - no menos de 63,6 MPa, en flexión - 98 MPa (para el grado A - 17,6 MPa), la absorción de agua no es más del 4%, resistencia al calor - de + 120 a + 140 ° C. Los plásticos DBS se dividen en grados A, B, C, según la calidad de la superficie frontal y los parámetros físicos y mecánicos. El plástico de grado A se utiliza en condiciones de funcionamiento que requieren una mayor resistencia al desgaste, por ejemplo, para tableros de mesa. El plástico de grado B se usa en condiciones de operación menos severas, para el acabado de superficies verticales. El plástico de grado B se utiliza como material ornamental. Laminados decorativos (DBSP) son hojas de papel comprimido impregnadas con resinas termoendurecibles. En la fabricación de DBSP, se aplica una capa protectora impregnada con resina de melamina-formaldehído a una capa decorativa de papel (de un solo color o con un patrón). Para la fabricación de una película protectora, se utiliza celulosa altamente refinada de madera dura o algodón. DBSP se produce en patrones impresos de un solo color y varios colores que imitan madera preciosa, piedra, mármol, tela, cuero, etc. Por propósito, estos plásticos se dividen en estructurales, de revestimiento y moldeados. Los DBSP estructurales tienen un espesor de más de 1 mm, se utilizan en varios diseños. Revestimiento de plásticos más elásticos y tienen un espesor de hasta 1 mm, se utilizan como material de acabado. Según las condiciones de funcionamiento, las superficies de los muebles y otros tipos de tableros que se enfrentan al aglomerado se dividen en dos grupos principales. Grupo I: superficies de trabajo y frontales de muebles comerciales y de otro tipo que están directamente expuestos al ambiente externo; Los plásticos DBS del Grupo II se utilizan en las superficies frontales de la cocina, los niños y otros muebles que no están constantemente expuestos a la humedad, el calor y otros factores. Los DBSP moldeados bajo la acción del calor y la presión pueden cambiar su forma. Se utilizan para envolver piezas moldeadas con esquinas o formas redondeadas complejas. Una hoja sólida de plástico moldeable DBS está revestida con la cara y el borde de la pieza; esta tecnología se llama postformado. Los plásticos DBS se producen con una longitud de 400-3000 mm, una anchura de 400-1600 mm y un espesor de 1,0; 1,3; 1,6; 2,0; 2,5 y 3,0 mm. Reverso de plástico de 1,0 de espesor; 1,3 y 1,6 mm deben ser rugosos. Para pegar plásticos DBS, se utilizan varios adhesivos: PVA, bustilato, epoxi y masillas KN-2. CLASE N° 14. Materiales aislantes 1. Clasificación de los materiales de aislamiento térmico Durante la construcción de instalaciones industriales, estructuras civiles, las comunicaciones que lo acompañan de suministro de calor y agua están protegidas de los efectos de las temperaturas negativas con la ayuda de varios tipos de materiales aislantes térmicos. Divida los materiales de aislamiento térmico en: 1) construcción; 2) polimérico. Construcción materiales de aislamiento térmico por estructura hay: 1) fibroso; 2) celular; 3) granulado. y dependiendo de materia prima: 1) inorgánicos (vidrio espumado, hormigón ligero con rellenos, lana mineral); 2) orgánicos (plásticos de espuma, plásticos de nido de abeja, fibrolita, losas de fibra de madera y turba, etc.); 3) polimérico. En forma y apariencia Los materiales de aislamiento térmico se dividen en: 1) pieza (losas, semicilindros, bloques, ladrillos aligerados, etc.); 2) enrollados y acordonados (trenzas, esteras, cuerdas); 3) sueltos y sueltos (lana de vidrio y mineral, arena de perlita, etc.). En rigidez Los materiales de aislamiento térmico se dividen en: 1) rigidez aumentada y dura; 2) rígido; 3) semirrígido; 4) suave. En conductividad térmica se dividen en tres clases: 1) A - baja conductividad térmica; 2) B - medio; 3) B - aumentado. El principal indicador de los materiales de aislamiento térmico es el coeficiente de conductividad térmica, que para la mayoría de ellos está en el rango de 0,02-0,2 W / m. ºC En inflamabilidad Los materiales de aislamiento térmico se producen: 1) a prueba de fuego; 2) de combustión lenta; 3) combustibles. Polímero Los materiales de aislamiento térmico se dividen en: 1) rígido, con una resistencia a la compresión de 5 szh = 0,15MPa; 2) semirrígido; 3) elástico con 5 szh = 0,01 MPa. Los materiales de aislamiento térmico de polímeros para fines de construcción son duraderos, tienen una amplia gama de características de deformación, químicamente y resistentes al agua. 2. Tipos de materiales de aislamiento térmico y acústico. Para el aislamiento térmico de tuberías con un diámetro de 15-25 mm y las válvulas de cierre correspondientes, la tela cosida con lona de fibras de vidrio de desecho de los grados KhPS-T-5,0 y KhPS-T-2,5 es ampliamente utilizada, está diseñada para una temperatura máxima de +450 °C, tiene una densidad media de 400-500 kg/m 3, conductividad térmica - 0,053 W/(m × °С), diseñado para temperaturas de hasta + 300 °C, retardante de llama. Las mallas de fibra cortada de vidrio sobre ligante sintético marca MT-35 están diseñadas para el aislamiento térmico de tuberías con un diámetro de 57 a 426 mm, tienen una densidad promedio de 60 kg/m 3, conductividad térmica 0,047 W/(m × °C), temperatura máxima de aplicación +180 °C, retardante de llama. El cordón termoaislante de lana mineral de grado 200 se utiliza para aislar tuberías con un diámetro de hasta 108 mm inclusive y válvulas de cierre, respectivamente, tiene una densidad de 220 kg/m 3, conductividad térmica 0,056 W/(m × °С), temperatura máxima de aplicación de +150 °C a +600 °C, en funda de fibra de vidrio ignífuga, en otros casos - ignífuga. En los últimos años, los materiales aislantes térmicos fabricados con fibras cortadas de vidrio URSA se han utilizado ampliamente en Rusia. Los productos URSA se utilizan en la construcción de todo tipo de edificios, para el aislamiento de equipos y tuberías, vehículos. Producido en forma de rollos, placas con una densidad de 13-75 kg/m 3 y esteras con una densidad de 10-25 kg/m 3, 40-140 mm de espesor. En la actualidad, el material de aislamiento térmico penófilo de fabricación rusa tiene una gran demanda entre varios consumidores. Este material está compuesto de espuma de polietileno y revestimiento de lámina de aluminio pulido, tiene baja conductividad térmica, alta resistencia a la difusión del vapor de agua; utilizado para el aislamiento de paredes, pisos, para el aislamiento de tuberías, tanques y válvulas en sistemas de suministro de agua y calefacción, etc. El JSC ruso "Kineks" produce poliestireno extruido "foam-plex" utilizando tecnología italiana: poliestireno con una estructura celular homogénea cerrada. En términos de propiedades de aislamiento térmico, este material supera el hormigón de arcilla expandida y el hormigón celular en 5-10 veces, la lana de vidrio y los tableros de fibra mineral en 2-3 veces, tiene una densidad de 30 a 45 kg / m 3, las losas tienen un ancho de 600 mm y una longitud de 1 a 4,5 my un espesor de 30 a 100 mm; se utiliza para el aislamiento térmico de cubiertas, suelos, sótanos de edificios residenciales y públicos, piscinas, etc. Para el aislamiento acústico se utilizan espumas elásticas de cloruro de polivinilo de PVC-E, vinilopor, grados D, M y C, que tienen porosidad celular. La espuma de poliestireno semirrígido y el vinipor PZh se utilizan para la fabricación de productos de perfil con propiedades fonoabsorbentes. Los materiales de insonorización también son: espuma PE-2, espumas PE-5 y PE-7; también se utilizan para el aislamiento térmico. Los materiales y productos de construcción fonoabsorbentes e insonorizantes pueden ser los mismos materiales que se utilizan para el aislamiento térmico: lana de vidrio, lana mineral, espuma plástica de varios tipos y marcas. 3. Materiales impermeabilizantes En la construcción, el sistema de vivienda y servicios comunales, se utilizan ampliamente diversos materiales impermeabilizantes, que están diseñados para proteger estructuras de edificios, edificios y estructuras de los efectos nocivos del agua y líquidos químicamente agresivos: álcalis, ácidos, etc. Al destino Los materiales impermeabilizantes se dividen en antifiltración, anticorrosión (metal), pinturas y barnices, esmaltes vítreos, películas de óxido, caucho, lubricantes plásticos y bituminosos y selladores (pastas, masillas o soluciones). Los materiales impermeabilizantes según el tipo de material base son: asfálticos (betún, masilla asfáltica), minerales (cementos, aglutinantes de magnesia, dolomita, aglutinantes de cal-nefelina, etc.) y metálicos. Los siguientes materiales impermeabilizantes son ampliamente utilizados en los sistemas de construcción y vivienda y servicios públicos: película (polietileno, polipropileno y otros, en particular "PIL" - película aislante con una capa adhesiva), remolcados y en forma de placas (poliisobutileno, caucho ), masilla (betún, poliisobutileno) y laminados (vidrio, fieltro para techos, material para techos). Los materiales impermeabilizantes de masilla y laminados se fabrican sobre una base artificial y sobre la base de materiales naturales, estopa y película, solo sobre una base de polímero. Un buen material impermeabilizante a base de ligantes orgánicos son betunes. El betún natural es una sustancia negra, inodoro, se ablanda a una temperatura de + 35-90 ° C y se endurece nuevamente cuando se enfría. El betún artificial se obtiene por destilación del betún natural (alquitrán residual) o de la refinación de aceites usados (alquitrán recuperado). Sobre la base de betún, se prepara masilla RB (betún de caucho), que es un buen material impermeabilizante. Antes de aplicar revestimientos impermeabilizantes en las paredes, los cimientos se impermeabilizan con morteros de cemento (usando cemento resistente a los sulfatos) con la adición de ceresita, vidrio líquido, aluminato de sodio. Se encontró la mayor aplicación en el desempeño de la impermeabilización de diversas estructuras de edificación. materiales poliméricos de película, que producen cuatro grados: "T" - para impermeabilización durante la construcción de estructuras temporales, refugios protectores; "B y B" 1"- para uso en recuperación de impermeabilización e instalaciones de agua; "M" - para impermeabilización técnica. Las películas de polietileno impermeabilizante se producen con un espesor de 0,015-0,5 mm, un ancho de 800-6000 mm, una longitud de más de 50 m, un densidad de 910-929 kg/m 3. Los constructores tienen una gran demanda de películas de cloruro de polivinilo para uso general (grados "OH") y para impermeabilización (grados "P") Las películas especiales para impermeabilización grado "P" tienen las siguientes características: espesor 0,03-0,27 mm, ancho - 15 g /metro 2, absorción de agua - 0,5%; resistencia a la tracción - 8-19 MPa. Al realizar la impermeabilización del techo, por regla general, de acuerdo con la tecnología, los materiales impermeabilizantes se utilizan en el complejo: betún, masillas de caucho y betún, películas ruberoides de la marca "P", hidroisol. 4. Materiales aislantes eléctricos En el contexto de la alta prevalencia de diversas instalaciones eléctricas en casi todas las industrias y la economía del país en su conjunto, los materiales de aislamiento eléctrico han sido ampliamente utilizados. La característica más importante de los materiales aislantes eléctricos es su alta resistencia eléctrica. Materiales aislantes eléctricos subdividido en: gaseoso (aire, varios gases); líquido (diversos aceites y líquidos organosilicios) y sólido - de origen orgánico (resinas, plásticos, parafinas, ceras, betunes, madera) e inorgánico (mica, vidrio, cerámica, etc.). Un material aislante eléctrico como la mica pertenece al grupo de minerales formadores de rocas, los llamados aluminosilicatos laminares. La mica, como material aislante eléctrico, se divide en dos tipos: densidad de flogopita: 2700-2850 kg / m 3 y dureza, en escala mineralógica 2-3 y biotita-densidad - 2700-3100 kg/m 3, dureza, en una escala mineralógica 2,5-3. Los materiales aislantes eléctricos más extendidos creados por síntesis orgánica. Estos materiales se caracterizan por propiedades eléctricas, fisicoquímicas y mecánicas predeterminadas. Los materiales aislantes eléctricos incluyen fluoroplast-4, un producto de la polimerización del tetrafluoroetileno, que se produce en forma de placas o polvo blanco que se aglutina fácilmente. Fluoroplast-4, según el propósito, se divide en los siguientes grados: "P" - para la fabricación de películas aislantes y de condensadores eléctricos; "PN" - para la producción de productos eléctricos con mayor confiabilidad. Para la fabricación de diversos productos eléctricos se utilizan a menudo. copolímeros de poliamida fundidos grados AK-93/7, AK-85/15 y AK-80/20 - productos de policondensación conjunta de sal "AG" y caprolactama. Los copolímeros colados de poliamida tienen una constante dieléctrica de 10 6 Hz después de una estancia de 24 horas en agua destilada 4-5, y la resistencia eléctrica superficial específica (en el estado inicial) es 1 × 10 14 -1×10 15 ohmios × cm Durante muchos años, la poliamida 610 fundida, un producto de la policondensación de una sal de hexametilendiamina y ácido sebácico, se ha utilizado para la fabricación de productos aislantes eléctricos. Los productos se obtienen mediante moldeo por inyección con poliamida 610 en forma de gránulos blancos y amarillo claro de 3-5 mm de tamaño. La poliamida 610 tiene las siguientes características: volumen específico resistencia eléctrica - no menos de 1 × 10 14 Ohm × cm, fuerza eléctrica - no menos de 20 kV/mm. Los materiales de aislamiento eléctrico incluyen aminoplastos utilizados durante varias décadas: masas de urea y melamina-formaldehído prensadas obtenidas a base de resinas amínicas (productos de condensación termoendurecibles de formaldehído con carbamida, melamina o su combinación) utilizando rellenos (orgánicos, minerales o combinaciones de los mismos). Los aminoplásticos se producen en varios grados MFB (iluminación, MFV) con mayores propiedades de aislamiento eléctrico, que tienen una resistencia eléctrica de volumen específico de 1 × 10 11 -1×10 12 ohmios × cm 5. Lubricantes De acuerdo con la norma, los lubricantes se clasifican por origen, estado físico, presencia de aditivos, por finalidad, por temperatura de aplicación. Por origen o materia prima Los lubricantes se dividen en: 1) los lubricantes minerales, que se obtienen por mezcla de hidrocarburos de origen mineral en estado natural o como resultado de su procesamiento; 2) lubricantes de petróleo - aceite purificado obtenido a base de materias primas de petróleo; 3) lubricantes sintéticos - materiales obtenidos por síntesis; 4) lubricantes vegetales - materiales de origen vegetal; 5) lubricantes animales obtenidos a partir de materias primas de origen animal. Por condición física Los lubricantes se dividen en gaseosos, líquidos, plásticos y sólidos. Al destino Los lubricantes se dividen en: 1) motor, diseñado para motores de combustión interna (carburador, diesel, aviación, etc.); 2) transmisión utilizada en transmisiones de tractores, automóviles, autopropulsados y otras máquinas; 3) industriales, destinados principalmente a máquinas herramienta; 4) hidráulico, utilizado en los sistemas hidráulicos de varias máquinas; 5) especial - compresor, instrumento, cilíndrico, aislante eléctrico, vacío, etc. Según la temperatura de aplicación entre los lubricantes anteriores, se encuentran: baja temperatura (para unidades con una temperatura no superior a +60 ° C) - instrumental, industrial y similares; temperatura media, utilizada a temperaturas de +150 a +200 ° C, - turbina, compresor, cilindro y similares; de alta temperatura, utilizado en unidades que están expuestas a temperaturas de hasta +300 ° C y más. Actualmente, los principales lubricantes son aceites minerales y lubricantes derivados del petróleo, grasas y fluidos de corte. Las funciones principales que deben realizar los lubricantes cuando se usan en unidades de ensamblaje de mecanismos, motores de varias máquinas: reducir el desgaste de las superficies de fricción de las piezas; reducir la fuerza de fricción entre las superficies de contacto para ayudar a reducir las pérdidas de energía improductivas; evitar la penetración de la mezcla de trabajo y los productos de combustión en el cárter, es decir, mejorar la compresión del grupo cilindro-pistón, etc. Todos los aceites minerales según el método de producción y composición divididos en cuatro grupos: aceites destilados, residuales, mezclados y aditivos. La industria nacional produce los siguientes aceites de motor: para motores diesel - M-8-V 2, M-8-G 2, M-8-G 2 K y así sucesivamente; para motores de carburador - M-8-A, M-8-B, M-12-G 1 etc En los últimos años han aparecido muchos aceites de motor importados en el comercio minorista: ESSO, TEBOIL, MOBIL, CASTROL, etc. La industria rusa produce varias grasas: antifricción (aceite sólido, litol); de múltiples fines; alta temperatura (CIATIM-221S, PFMS-4S, etc.), baja temperatura (CIATIM-201, ZhRO, UNIOL-3M, etc.) y otras aplicaciones especiales. 6. Tipos de materiales para techos Los materiales utilizados para el techado en edificaciones de diversa tipología se dividen en: laminados (tejido, fieltro, glassine, etc.), pieza o lámina (tejas, tejas, pizarra, etc.), y masilla (bituminosos, alquitranes, caucho - "RBC" y masillas poliméricas). Según el tipo de materia prima, los materiales para techos se dividen en orgánico - fieltro para techos, fieltro para techos, tejas de madera, tejas, etc. y metal - acero para techos galvanizado y no galvanizado. Por tipo de componentes constituyentes (aglutinantes o ligantes) - en bituminoso (material para techos, material para techos de vidrio, glassine), alquitrán (solo techado), polímero - masillas caucho-betún, betún-polímero, polímero, etc. En los últimos años, varios tipos de planos y cartones, baldosas y láminas onduladas; laminados, materiales sintéticos, incluyendo los basados en poliisobutileno, polietileno, epoxi y resinas fenólicas. Además, actualmente se están utilizando nuevos materiales bituminosos y bituminosos poliméricos de tipo edificable para cubiertas e impermeabilizaciones sobre soportes resistentes a la descomposición. Los nuevos materiales bituminosos-poliméricos sobre bases fuertes y elásticas incluyen: isoplast, bicroplast, dneproflex, rubemast, filisol, etc. La ventaja de estos materiales es que están recubiertos por ambas caras con un ligante bituminoso-polimérico compuesto por betún, aditivos poliméricos y relleno. Hasta ahora, como material de techado en la construcción rural, de asentamiento y en parte en la ciudad, se usa la teja hecha de arcilla cocida (teja de arcilla) o de soluciones de cemento y arena de consistencia rígida (teja de cemento). Estas tejas son duraderas y resistentes al fuego, pero frágiles y pesadas, ya que tienen una alta densidad. En los últimos años, las tejas metálicas para techos, que son producidas por la empresa finlandesa RANNILA STEEL, se han utilizado como material para techos. Estas tejas están hechas de acero galvanizado en caliente de 0,5 mm con un recubrimiento de polímero de color que resiste la luz solar y las fluctuaciones de temperatura. En la actualidad, ha aparecido un nuevo material para techos original: tejas bituminosas, que son producidas por la empresa bielorrusa Poleznaya Kompaniya TM. Esta teja está diseñada para cubrir cubiertas inclinadas, fabricada con betún oxidado reforzado con fibra de vidrio. Otra novedad bielorrusa es una loseta de hormigón polímero, que es absolutamente impermeable, en términos de durabilidad y resistencia a las heladas corresponde a al menos 50 años de funcionamiento. Cuando se colocan materiales para techos enrollados, se utilizan masillas frías de polímero y betún-polímero: grados MBK: caucho de butilo a base de caucho de butilo; marca BLK - betún-látex - a base de productos de betún de esquisto. El uso de las masillas enumeradas simplifica el proceso de instalación de un techo con impermeabilización. 7. Materiales de revestimiento y su aplicación. En la construcción moderna, se utiliza ampliamente una amplia variedad de materiales de revestimiento para mejorar las cualidades operativas y decorativas de los edificios y diversas estructuras. Los materiales de revestimiento están hechos de cerámica, plástico, vidrio, piedra natural, fibrocemento y morteros especiales. En el pasado siglo XX Los materiales de revestimiento más comunes fueron las tejas de vidrio y cerámica, losas de roca de concha, mármol, granito y toba volcánica. A principios del siglo XXI. apareció y comenzó a ser ampliamente utilizado como material de revestimiento paneles de plastico a base de plástico (PVC). Estos paneles se utilizan en locales residenciales y oficinas, para el acabado de habitaciones con alta humedad. Dichos paneles tienen muchas ventajas: durabilidad; no se deforme; tienen 100% de resistencia a la humedad, no requieren cuidados especiales y son fáciles de limpiar; fabricado con materiales respetuosos con el medio ambiente. Actualmente en gran demanda entre los diversos consumidores son hojas grabadas en relieve del revestimiento del cloruro de polivinilo, diseñado para el acabado de paredes y techos en locales de edificios públicos e industriales (excepto instituciones médicas y para niños). Estas hojas están hechas de cuatro tipos: 1) de una sola capa de un solo color; 2) multicolor de una sola capa; 3) dos capas de un solo color; 4) multicolor de dos capas. Todos los tipos de hojas tienen una longitud de 300 a 2000 mm, un ancho de 300 a 1000 mm, un espesor de 0,4 a 2 mm; varios dibujos en relieve, con una superficie frontal lisa o en relieve. En los últimos años, para la decoración interior de paredes y falsos techos de edificios con una humedad relativa no superior al 60%, se han vuelto muy utilizados. losas decorativas de fosfoyeso, que están hechos de un aglutinante de yeso obtenido por procesamiento en autoclave de fosfoyeso. A finales del siglo XX. comenzó a producir un material de acabado muy original: papel tapiz de vidrio con un efecto repelente al agua y fonoabsorbente, que son implementados por la empresa Alaksar (Moscú). Este papel tapiz es duradero, fácil de limpiar, no se desvanece, tiene 20 tipos de hermosos diseños; se han utilizado durante varios años en Suecia y tienen una gran demanda. Gran popularidad en Europa y Rusia ganó techos tensados, falsos techos de diversos materiales: película, fibra de vidrio, tableros de lana mineral, poliestireno, paneles de aluminio. Techos de film extensible utilizado en la decoración de apartamentos, oficinas, bares, restaurantes, piscinas, etc. Techos de fibra de vidrio tienen una buena absorción del sonido, mientras que el efecto de eco se reduce, por lo que se utilizan para el acabado de habitaciones grandes: salas de reuniones, deportivas, comerciales, etc. El material de acabado más popular - papel pintado varios tipos - espuma, vinilo, serigrafía, dúplex y papel pintado liso - papel. Nuevo en los últimos años - placas delgadas esmalte vítreo con un patrón multicolor y una base autoadhesiva, utilizada para el revestimiento de paredes. Este material se denominó "onliglas", producido por la empresa española "Tres Estilos". PONENCIA N° 15. Adhesivos 1. Clasificación de los adhesivos y requisitos para los mismos. En varios sectores de la economía, se utilizan ampliamente diversos materiales adhesivos, que se fabrican a base de adhesivos naturales (naturales) o sintéticos. adhesivos naturales se subdividen en adhesivos de origen animal, vegetal y mineral. Los materiales de partida para los adhesivos de origen animal son: tejidos, huesos, sangre y leche de animales. De las materias primas indicadas se obtienen colas glutinosas, de caseína, de albúmina. Las materias primas para los adhesivos de origen vegetal son: proteína de semilla de leguminosas, almidón, resinas naturales, caucho, dextrina. Adhesivos minerales - silicatos, asfaltos, bituminosos. Las resinas sintéticas son la materia prima para la producción de adhesivos sintéticos. Los adhesivos sintéticos son soluciones de polímeros naturales modificados o sintéticos en agua o alcohol. Por reactividad, los adhesivos se dividen en adhesivos termoendurecibles, termoplásticos y de dispersión. A su vez, los adhesivos termoestables se dividen en: melamina, epoxi, resol, poliuretano, poliéster, urea-formaldehído, fenol-formaldehído. К adhesivos termoplásticos incluyen: piel, hueso, adhesivos termofusibles, nitrocelulosa, acetato de polivinilo, cloruro de polivinilo, etc. Adhesivos de caucho asignado a una clase independiente de materiales adhesivos. Estos incluyen adhesivos de látex y caucho. Los adhesivos se utilizan ampliamente en la producción de muebles, en la fabricación de calzado y en la construcción. En la construcción, los adhesivos se utilizan para fijar diversos materiales de acabado, para estructuras de construcción. Se utilizan varios adhesivos en la industria de la aviación y la automoción, en la decoración de vagones de pasajeros y trenes subterráneos. Los adhesivos son de un solo componente, se suministran listos para usar y de varios componentes, que se preparan principalmente en el punto de consumo (en particular, la cola epoxi). Los materiales adhesivos se dividen según los materiales a pegar: calzado: para pegar cuero, caucho, sustitutos del cuero; para unir metales y no metales; tejidos de aislamiento térmico y pegado a otros materiales; polímeros, para encolar madera, en la fabricación de contrachapados, etc. Todos los adhesivos están sujetos a los siguientes requisitos: garantizar una alta resistencia de las juntas adhesivas; alta estabilidad y viabilidad durante el almacenamiento; alta humedad, resistencia al agua; no toxicidad; mantenimiento de la resistencia mecánica a lo largo del tiempo. En la producción de muebles, la resistencia de la unión adhesiva se determina probando la unión adhesiva durante el astillado. De acuerdo con las especificaciones para la fabricación de muebles, los materiales adhesivos deben proporcionar una resistencia al corte a lo largo de la capa adhesiva en estado seco cuando se enfrentan al menos 1 MPa, en otros casos, al menos 2 MPa. Resistencia al agua de los adhesivos - el requisito más importante para casi todos los adhesivos. De acuerdo con este indicador, los adhesivos se dividen en impermeables, mayor resistencia al agua, resistencia al agua limitada y no resistentes al agua. Los adhesivos impermeables son principalmente sintéticos, limitadamente impermeables - caseína, no impermeables - glutinosos. 2. Adhesivos termoestables sintéticos Adhesivos sintéticos termoestables se curan mediante reacciones de policondensación o polimerización a temperaturas relativamente altas (hasta +100 °C) en la mayoría de los casos. En la industria de la madera y la producción de muebles, los adhesivos de encolado en caliente de urea-formaldehído de los siguientes grados son ampliamente utilizados: KF-Zh en la producción de muebles; adhesivos similares KF-B (curado a +100 °C durante 25-40 s), adhesivo importado de carbamida-doformaldehído "Kleiberit 871" producido por la empresa alemana Kleiberit prensado en caliente para pegar madera contrachapada y caras enfrentadas. Los adhesivos de curado en caliente incluyen adhesivos de las siguientes marcas: VK-32-EM, D-15, D-23, D-43, que se utilizan para pegar paquetes de metales y vidrio. En la producción y construcción de muebles se utilizan adhesivos sintéticos termoendurecibles, como fenol-formaldehído и resorcinol formaldehído. Estos adhesivos se utilizan en modo de curado en frío o en caliente con una temperatura de calentamiento de +60-80 °C. Estos incluyen adhesivos de las marcas SFZh, FR-12, FR-100, DFK-1AM, etc. Los adhesivos enumerados se utilizan en la producción de muebles al pegar madera con metales y plásticos, en la construcción en la fabricación de puertas, bloques de ventanas, etc. .; su tiempo de curado a una temperatura de +20 ° C - de 5 a 25 horas. Ampliamente utilizado en diversas industrias. adhesivos de acetato de polivinilo de fenol BF-2, BF-4, BF-6: BF-2 y BF-4 pegan madera, poliestireno, metales, vidrio, cerámica. En gran demanda entre los diferentes consumidores son adhesivos epoxi fenólicos grados FE-10 y FR-10, que se utilizan para pegar metales, diversos plásticos y otros materiales en estructuras que funcionan a temperaturas de hasta +250 °C. Proporcionar alta fuerza de unión, humedad y resistencia química. adhesivos epoxi fabricado a base de resinas dianova, ED-20, ED-22, ED-16 y E-40; así como adhesivos de los grados K-160, K-176 a base de resina epoxi modificada, que se utilizan para pegar plásticos; pegado de elementos de madera y plástico sobre superficies lacadas. A base de resina epoxi modificada, se fabrican adhesivos PED y PED-6, que se utilizan para pegar madera con plásticos, sujetar plástico de cloruro de polivinilo a la superficie de estructuras de construcción de metal y hormigón armado. La industria rusa produce alta calidad adhesivos de poliuretano grados PU-2, PU-2M, PU-UV, VK-5 VK-11, que se utilizan para pegar vidrio, cerámica, madera, metales, plásticos reforzados, diversos materiales poliméricos. La empresa alemana Kleiberit fabrica el adhesivo PU-501, muy demandado por su máxima eficacia en el pegado de tableros de construcción minerales, materiales cerámicos, pegado en capas de madera, etc. La misma empresa produce un adhesivo de poliuretano de dos componentes PU para prensado de membranas. , mientras que ha aumentado la resistencia al calor, la humedad y la resistencia al vapor. 3. Adhesivos termoplásticos sintéticos Además de los adhesivos termoestables, en varios sectores de la economía, incluida la construcción y la producción de muebles, se utilizan ampliamente los adhesivos termoplásticos sintéticos, que se utilizan en forma de dispersiones, soluciones y adhesivos termofusibles: al pegar poliestireno expandido, piezas de madera con polivinilo espuma de cloruro; en la producción de todo tipo de trabajos de acabado. La diferencia entre los adhesivos termoplásticos y los adhesivos termoestables es que conservan la estructura lineal de las cadenas de macromoléculas en el sistema adhesivo y la unión se realiza sin reacciones químicas. Adhesivos termoplásticos se dividen en acetato de polivinilo, adhesivos de fusión en caliente, cloruro de polivinilo, poliamida de metinol, metacrilato de polimetilo, nitrocelulosa. La desventaja de estos adhesivos es su baja resistencia al calor: a una temperatura de +40 ° C comienzan a ablandarse y a + 60-70 °C la fuerza de la unión adhesiva disminuye bruscamente. El adhesivo de acetato de polivinilo en forma de dispersión se produce bajo las siguientes marcas: PVA, D 50 N, D 5 ° C, D 50 V, etc. El pegamento de PVA más común, que se utiliza en la producción de muebles y en la vida cotidiana para pegar películas. materiales de acabado a diversas superficies, pega productos de madera, papel, cartón, vidrio, porcelana, cuero, etc. Durante muchos años, colas sintéticas como CMC - carboximetilcelulosa sódica técnica, sal sódica de ácido glicólico de celulosa, obtenida por reacción de celulosa alcalina con monocloroacetato de sodio o ácido monocloroacético, se han utilizado en grandes volúmenes en la construcción y la vida cotidiana, es decir, CMC - un producto del procesamiento químico de la pulpa de madera. Las ventajas de la CMC utilizada como aglutinante son las siguientes: se mezcla bien con pigmentos, no cambia de color, así como con almidón, dextrina; emulsiona el aceite secante y algunos barnices; tiene estabilidad biológica (casi no se pudre). En los últimos años, se han utilizado en la producción y construcción de muebles varios adhesivos termoplásticos sintéticos de alto rendimiento fabricados por la empresa alemana IGeiberit, de las siguientes marcas: "Kleiberit 303" - a base de dispersión de acetato de polivinilo, diseñado para pegar (frío y caliente) maderas duras y tropicales, tableros laminados, juntas de púas; pegamento de montaje "Kleiberit Euroleim-300" - aplicación universal, a base de dispersión de acetato de polivinilo; utilizado para pegar cajas, tableros laminados, tableros MDF, etc.: adhesivos "Tempo-305", "Tempo-332", "Tempo-338", "Tempo-347" - todos ellos a base de dispersión de acetato de polivinilo; utilizado para pegar capas de plástico polimérico laminado, laminados. La misma empresa (Kleiberit) produce adhesivos de fusión en caliente de alta calidad de varios grados: SK-774.4; SK-774.8; SK-777; SK-779.6; SK-779.7; SK-782.1 (todo en forma de gránulos). Se ablandan a temperaturas de +105 °C a +115 °C; aplicado a temperaturas de +200 a +240 °C; se utilizan en la producción de muebles para pegar chapas, elementos decorativos, materiales de película, al revestir piezas de perfil y bordes. 4. Adhesivos de caucho En la construcción, producción de calzado y muebles durante muchos años a finales del siglo XX y principios del XXI. adhesivos de goma ampliamente utilizados, fabricados a base de látex naturales o sintéticos y soluciones a base de compuestos de caucho. Los más comunes son los adhesivos de látex a base de un copolímero de divinilo con metil metacrilo y policloropreno, grados KL-1, KL-2, KL-3, que se utilizan para revestir piezas de paneles con chapa de madera, películas a base de papel y cloruro de polivinilo. Durante muchos años, se ha utilizado en la construcción el conocido adhesivo "Bustilat", que contiene hasta 41 partes en masa de látex SKS-65 GP; se aplica a una pegatina de linóleos, materiales textiles y muchos otros materiales. Adhesivos de látex buena adherencia de diversos materiales con superficies porosas. En la producción de calzado y muebles, así como en la vida cotidiana, los adhesivos de caucho se utilizan en una gran variedad y cantidad, obtenidos a partir de soluciones de cauchos naturales y sintéticos en disolventes orgánicos. Se agregan varios modificadores, antioxidantes, plastificantes, endurecedores a estos adhesivos. Los disolventes son acetona, acetato de etilo, tolueno, metiletiketona, etc. Estos adhesivos se utilizan para pegar entre sí espuma de poliuretano, caucho esponjoso, así como para adherirse a madera, cartón, fibra de madera y otros materiales. En la producción de calzado, al reparar zapatos en talleres, talleres y en el hogar, así como en la producción de muebles, los adhesivos de nairita se utilizan constantemente y en grandes cantidades. Los adhesivos de nairita más utilizados (durante muchos años) de los grados: 88N, 88NP 88NP-35 y NT, utilizados en el método de pegado en frío. Los adhesivos más comunes y más utilizados son 88N y 88NP, diseñados para pegar varios materiales de calzado (cuero natural y artificial, telas, plásticos), así como para pegar caucho, espumas plásticas, telas entre sí y para pegarlos al metal. , hormigón, madera . Los adhesivos 88NP-43 y 88NP-130 se utilizan para pegar caucho y caucho de espuma a metal, revestimientos y materiales para pisos a madera y materiales de espuma rígida. La industria rusa produce toda una gama de adhesivos de cloro-irita a base de caucho de cloropreno clorado y nairita. De estos, el pegamento de la marca KS-1, que consta de nairita de grado A, nairita clorada, óxido de magnesio, óxido de zinc y difenilguandina, se ha generalizado. Estos adhesivos se utilizan en los mismos casos que los adhesivos del grupo 88H. Durante mucho tiempo (más de 30 años) se han utilizado en la construcción las masillas adhesivas de caucho KN-2 y KN-3, que son una masa homogénea similar a una pasta viscosa que contiene caucho de cloropreno, resina de indencumarona, cargas y disolventes. Mastic KN-2 está diseñado para pegar linóleo de caucho y baldosas y placas de caucho. Mastic KN-3 se utiliza para pegar revestimientos con una capa porosa, nitrolinóleo, molduras de perfil. Las masillas de goma adhesivas son materiales inflamables y explosivos, así como tóxicos. 5. Adhesivos proteicos En la segunda mitad del siglo XX. ampliamente utilizado en la construcción adhesivos proteicos - mezdrovy, hueso y caseína. También se utilizaron en la industria del mueble. En la construcción, estos adhesivos se utilizaron para preparar diversas composiciones de pintura, en la producción de muebles, para pegar madera. La caseína es una sustancia proteica que se secreta en forma de masa cuajada durante el agriado de la leche. Para conseguir la cola, se añade un poco de álcali al agua en la que se encuentra la caseína (en terrones): soda, potasa o amoníaco. Bajo la acción del álcali, la caseína se disuelve y después de una hora se convierte en pegamento que, en combinación con la cal, da una pintura indeleble (si también se agrega un pigmento colorante). Lanzamientos de la industria pegamento de caseína en forma de polvo con la adición de los componentes necesarios: dos marcas: "Extra" (B-107) y "Ordinary" (OB). Los pegamentos de caseína brindan conexiones suficientemente fuertes y elásticas: la resistencia de la unión de la madera, no menos de: para pegamento "Extra" - 10,6 MPa, para pegamento "Ordinario" (OB) - 7,5 MPa. Los adhesivos de caseína se utilizan en la producción de muebles para pegar materiales laminados gruesos en la fabricación de paneles para muebles, para pegar madera, papel laminado decorativo. Las proteínas incluyen adhesivos de colágeno - mezdrovy y hueso, en el que el adhesivo es una proteína - colágeno, contenido en los tejidos conectivos y huesos de organismos animales. En agua fría, el colágeno se hincha y, cuando se calienta, pasa a una nueva sustancia: la glutina, que tiene las propiedades del pegamento. Pegamento para la piel subdividido en sólido y galería. El pegamento para pieles sólidas se produce mediante baldosas, escamas, virutas, trituradas y granulares. El pegamento para pieles se obtiene hirviendo con agua los desechos de proteínas de las curtiembres y las fábricas de materias primas para el cuero, seguido de secado. (Mezdra es la capa subcutánea de la piel de un animal). El pegamento Mezdra se usa en la construcción y la producción de muebles. pegamento para huesos (colágeno) se produce a partir de huesos de animales desgrasados y pulidos. Este pegamento se produce en varios tipos: galerta (pegamento en gelatina), teja, granulado triturado y escamas. Todos los tipos de pegamento para huesos se dividen en grados: el más alto, 1, 2 y 3. Hervir los huesos primero forma un caldo delgado, que luego se evapora a una gelatina de color amarillo oscuro o marrón. Tal pegamento se llama galera. Las soluciones de pegamento a base de pegamento para huesos pueden pudrirse después de un tiempo, por lo que se inyectan con uno de los antisépticos, como fenol o formalina. En trabajos de pintura, el pegamento para huesos se utiliza para la preparación de composiciones de pintura, imprimaciones, masillas, pastas lubricantes. Actualmente, los adhesivos proteicos se producen en pequeñas cantidades y tienen un uso limitado, ya que han sido reemplazados por adhesivos sintéticos que tienen 100% de estabilidad biológica, alta resistencia a la humedad y al calor, y baja contracción por secado. Los adhesivos proteicos no poseen estas cualidades. 6. Películas y cintas adhesivas En la industria de la madera y la producción de muebles, durante las últimas dos décadas, se han utilizado ampliamente películas y cintas adhesivas, que tienen una capa Adhesivo pegajoso que retiene la adherencia durante mucho tiempo. Cuando se aplican a la superficie de cualquier material, estas cintas y películas se adhieren cuando se presionan. Las películas y cintas adhesivas se basan en los siguientes materiales: Papel de sulfito de 20 g/m 2, polietileno, celofán, tela, cloruro de polivinilo plastificado, etc. Se utilizan diversos elastómeros y polímeros con diversos aditivos para aplicar una capa adhesiva a la base. Los siguientes son los más utilizados en la carpintería y en la fabricación de muebles de madera. películas y cintas adhesivas: 1) película de baquelita (GOST 2707), utilizada para pegar madera contrachapada de aviación, decorativa y de abedul, espacios en blanco para muebles; pegado a una temperatura de + 150-155 ° C y una presión de 2-2,5 MPa; 2) cinta adhesiva (GOST 18251), diseñada para pegar tiras de chapa en láminas de cuerpo entero; antes de su uso, se humedece el revestimiento de la cinta; 3) cinta adhesiva de papel (TU 13-7309005-669-88). Se utiliza para aplicar al material del borde durante su fabricación y para proteger el borde del escudo durante su acabado; 4) cinta adhesiva LPLO-M (TU OP 13-64-37-83). Diseñado para pegar los extremos de los rollos de papel durante la recarga, rotura de sujetadores a las mangas de bobinado durante el proceso de impregnación; 5) las cintas adhesivas LT-38, LT-50 a base de polímero. Se utilizan para proteger el material de los cantos de los goteos de barnices y pinturas al terminar los paneles de los muebles, así como para proteger los cantos de los impactos mecánicos durante el transporte. Estas cintas (adhesivas) son una película a base de polímero con un espesor de 35-50 micras, sobre la que se aplica una fina capa adhesiva. CONFERENCIA No. 16. Materiales de acabado. 1. Nombramiento de materiales de acabado. Materiales para la preparación de superficies para el acabado. El propósito de los materiales de acabado es proteger edificios, diversas estructuras y muebles de las influencias ambientales o mejorar la apariencia, así como aumentar la vida útil. En la construcción, para la decoración exterior de edificios y estructuras (en el exterior), enlucidos, revestimientos de mármol, granito, cerámica, ladrillos decorativos, modelado, pintura decorativa. En la decoración interior (interior) se utilizan los mismos materiales que en el exterior, así como papel pintado, linóleo, carpintería, materiales sintéticos (plásticos). En la producción de muebles, para revestimientos protectores y decorativos, se utiliza una amplia variedad de materiales de acabado, que se dividen según su propósito en grupos principales: para preparar la madera antes de aplicar un revestimiento de pintura y barniz; para crear una capa de pintura; auxiliar. Imprimaciones - estas son composiciones que incluyen pigmentos, cargas y aglutinantes, que difieren de las composiciones de pintura en un menor contenido de pigmentos. El propósito de las imprimaciones es igualar la capacidad de "tracción" de la superficie, para que su porosidad sea la misma. Para la producción de muebles, las imprimaciones se utilizan en forma de soluciones de resinas, nitrocelulosa y plastificantes en una mezcla de solventes. En la construcción se utilizan las siguientes marcas de imprimaciones: glyptal GF-032, GF-020 y otras; perclorovinilo XB-050, XB-785, acetato de polivinilo VL-02, VL-02A, VL-023A. Las imprimaciones para la producción de muebles se utilizan en los siguientes grados: NK, BNK, PE-0155, etc. Masillas - Son mezclas espesas y viscosas en forma de pastas, formadas por pigmentos y cargas en un aglutinante. Sirven para rellenar irregularidades y corregir defectos en la superficie pintada. Las siguientes masillas se utilizan en la construcción: MS-006 - alquídico-estireno; perclorovinilo - XB-004, XB-005, etc.; acetato de polivinilo; epoxi EP-0010, etc. En la producción de muebles se utiliza una amplia variedad de masillas: masillas de poliéster - P7-0025, P7-0059; epoxi - EP-0010; perclorovinilo - XB-004, XB-005; masillas de barniz a base de aceite y barnices alquídicos - No. 175, LSh-1, LSh-2; masillas adhesivas, que se preparan en el punto de consumo. Rellenos y composiciones de rellenos. aplicados bajo revestimientos transparentes, mientras que ayudan a reducir el consumo de pinturas y barnices y reducen el hundimiento del revestimiento. Los siguientes rellenos se utilizan en la construcción y producción de muebles: KF-1, similar - KF-2, KF-3, KF-4; Los rellenos TMB-1, TMB-3, TMB-4 son pastas monocomponentes que no contienen aceites vegetales. Los tintes en la producción de muebles y construcción se utilizan de diversas formas: tintes (sintéticos, ácidos y naturales); porenbeytsy - pinturas y barnices líquidos para teñir madera; mordientes (químicos - hierro, sulfato de cobre, etc.). Los pigmentos, polvos finamente divididos de varios colores, se usan en una mezcla con una solución de una composición formadora de película que fija el pigmento en polvo en la superficie. 2. Lacas y pulimentos para acabados claros Varios barnices y barnices se usan ampliamente en la producción y construcción de muebles. Afortunado son soluciones de sustancias filmógenas naturales o sintéticas en disolventes orgánicos o agua, que después del secado forman una película homogénea sólida transparente con buena adherencia al material que se está recortando. Las lacas se dividen en alcohol, nitrocelulosa, poliéster, urea-formaldehído, así como barnices que forman películas debido al proceso conjunto de evaporación de solventes y reacciones químicas; barnices de aceite (tienen un uso limitado, debido a la duración del secado y la falta de aceites). Barnices al óleo - estas son soluciones de resinas - colofonia, copal, gliftálico en aceites - linaza, cáñamo, tung y sus solventes - trementina, xileno, aguarrás, etc. con la adición de desecantes (para acelerar el secado de la capa de barniz). Ampliamente utilizado en varios sectores de la economía, incluida la fabricación de muebles y construcción, varios tipos de barnices de urea-alquídicos: MCH-52, MCH-270, ML-2111 - para muebles, esquís, instrumentos musicales; ML-2111 PM - para el acabado de materiales peliculares. En la actualidad, son muy utilizados en la industria del mueble y la construcción. barnices nitrocelulósicos de alta calidad, fabricado por la empresa alemana Herberts: cellonite D-1009, D-1013. Las nitrolacas tienen una viabilidad ilimitada, son bastante avanzadas tecnológicamente. Las empresas nacionales producen barnices nitro aplicados en frío de las marcas NTs-218, NTs-221, NTs-222, NTs-224, que forman recubrimientos transparentes y brillantes en la superficie, con la excepción del barniz NTs-243, que forma transparente mate sedoso. revestimientos En los últimos años, los barnices de poliuretano "Contracid D-3010", producidos por la empresa alemana Herberts, se han utilizado para acabados de alta calidad, incoloros, utilizados para revestir pisos de parquet y tablones, terminar productos de baño, muebles de cocina y oficina. forma recubrimientos de alta resistencia al desgaste, a la luz, a los productos químicos ya la humedad. PF-283 (una solución de resinas alquídicas) se usa más comúnmente para revestimientos interiores de metal, madera de colores claros, muebles y pinturas al óleo de colores claros, para automóviles y vagones de ferrocarril. Ampliamente utilizado en la industria del mueble. barnices diferentes tipos: pulimentos al alcohol y nitro, que penetran más profundamente que los barnices en la madera y forman películas muy finas con brillo y elasticidad, a la vez que permiten revelar claramente la veta de la madera. Los pulimentos son soluciones de baja concentración de cuerpos de pulimento. Pulidores de alcohol - una solución de resina de goma laca en alcohol etílico, el pulidor de goma laca más común - Solución de alcohol de goma laca al 10-20% (producida bajo el número - 13, 14, 5 y 16), utilizada para pulir películas de goma laca, nitrocelulosa y aceite. Los nitropolish se utilizan para pulir revestimientos de nitrolaca después de nivelar y esmerilar. En la mayoría de los casos, se utiliza nitropolish NTs-314 de producción nacional. 3. Pinturas y esmaltes para acabados opacos Una variedad de pinturas y esmaltes se utilizan ampliamente para el acabado opaco de diversas superficies en la construcción, la producción de muebles y en casi todos los sectores de la economía en general. Pintar están hechos en forma de una mezcla de pigmentos y rellenos finamente divididos con una solución de sustancias formadoras de película. Dependiendo del propósito, el tipo de sustancia formadora de película, pigmento y relleno, aceite listo para usar, alquídico, silicato, organosilicato, a base de agua, perclorovinilo, cemento y otras pinturas se producen en una variedad de colores. Las pinturas, según el propósito, se producen para uso en exteriores e interiores. Para trabajos exteriores: pintar ladrillos, hormigón, yeso y otras superficies externas porosas, superficies metálicas imprimadas, así como revestimientos antiguos, se utilizan pinturas a base de agua basadas en dispersiones acuosas de polímeros sintéticos de los siguientes grados: E-AK-111, E-VA-17, E-VS-114, E-KCh-112. La planta de Moscú "Svyatozar" (pintura y barniz), desde 1990, produce pinturas de alta calidad: fachada "Svyatozar-15" - acrílico, mate, blanco (teñido en colores pastel). En los últimos años, se han suministrado muchas pinturas importadas a Rusia desde Finlandia (TIK-KURILA), Alemania (JOBI, KIMEG) y Gran Bretaña (HAMMERITE). En la actualidad, las siguientes pinturas domésticas son ampliamente utilizadas: pinturas al óleo MA-15 (todos los colores), pinturas a base de agua VDAK-2180, pinturas para fachadas - KhV-161, VDAK-1180, KO-815, KO-868, AK- 124, pinturas para señalización vial - AK-591; así como PF-115, VDVA-201, NTs-132, ML-12, VDKCH-224, VD-205, VA-17, para uso en exteriores e interiores. Esmalte son suspensiones de pigmentos en barnices con la adición de plastificantes y desecantes, se utilizan de la misma forma que las pinturas para trabajos exteriores e interiores sobre metal, madera y yeso. Los esmaltes se diferencian de las pinturas en su mayor contenido de sustancias formadoras de película, lo que proporciona a los revestimientos cualidades decorativas superiores. Los esmaltes son producidos por la industria en forma acabada de los siguientes grados: aceite, aceite-gliftálico - GF-1426, GF-230, etc.; pentaftálico - PF-223, PF-115, PF-266, etc.; nitrocelulosa (de secado rápido, ampliamente utilizada en la producción de muebles) - NTs-132, NTs-25, NTs-11A, NTs-257, NTs-257, NTs-251, NTs-273, etc .; esmaltes de poliéster - PE-225, PE-276, V-PE-P79, etc. perclorovinilo dar recubrimientos resistentes a la acción de reactivos químicos y fenómenos atmosféricos (incluida la lluvia ácida), - XB-124. Los esmaltes de aceite y gliftálicos se utilizan para la decoración interior de locales, oficinas, productos de metal y madera utilizados en interiores. esmaltes pentaftálicos son suspensiones de pigmentos en barniz pentaftálico con la adición de un desecante y solventes, diseñadas para pintar superficies de metal y madera que no están expuestas a las influencias atmosféricas, se utilizan ampliamente en la construcción doméstica. 4. Aceites secantes Aceite de secado es un líquido aceitoso que, después de ser aplicado sobre la superficie, se seca formando una fuerte película elástica e impermeable. El aceite secante se produce mediante el procesamiento de aceites vegetales secantes o semisecantes, grasas y productos orgánicos que no contienen resinas de barniz. Los aceites secantes se dividen en cuatro tipos: natural, compactado, combinado, sintético. Aceites secantes naturales obtenido mediante el procesamiento (cocción) de aceites vegetales a una temperatura de + 200-300 ° C, mientras se agrega un desecante al aceite, por ejemplo, óxidos, peróxidos y sales de plomo, cobalto, manganeso. El aceite de cocina y la adición de un desecante aceleran el secado (endurecimiento) de las películas después de aplicar la pintura a la superficie. Los aceites secantes compactados o seminaturales son el producto de la compactación de aceites vegetales por oxidación, polimerización u oxipolimerización, que luego se diluye con un solvente. En la producción de tales aceites secantes, se logran importantes ahorros de aceite (hasta un 45%). Aceite secante combinado obtenido a base de aceites secantes y semisecantes, que se someten a polimerización y deshidratación; también se utiliza una mezcla de aceites polimerizados y deshidratados, principalmente para la preparación de pinturas espesas. Aceites secantes sintéticos están hechos de resinas sintéticas (polímeros) o varios aceites por tratamiento térmico y químico. Dichos aceites secantes, después de ser aplicados a la superficie, se endurecen y forman una película delgada. El tipo más importante de aceites secantes sintéticos son los aceites secantes alquídicos (gliftálicos, pentaftálicos). Los aceites secantes sintéticos se utilizan para la preparación de pinturas al óleo listas para usar y ralladas gruesas. Estos aceites secantes contienen un 50 % de resina alquídica y un 50 % de aceite secante. Aceites secantes naturales de lino y cáñamo producido a partir de aceite de linaza o cáñamo con la adición de aceleradores de secado: secadores de manganeso, plomo y cobalto. Los aceites de secado de lino y cáñamo naturales se utilizan para la fabricación y dilución de pinturas de granulado grueso, así como un material independiente para pintar. Aceite secante seminatural oksol es una solución de aceite vegetal oxidado y desecantes en aguarrás. Dependiendo de las materias primas utilizadas, se produce en dos grados: "B" - a partir de aceites de linaza y cáñamo; "PV" - de girasol, soja, cártamo, maíz, aceites de uva. Las pinturas al óleo utilizadas para trabajos exteriores e interiores están hechas de aceite secante de grado "V", y los grados "PV" se usan para pinturas que se usan solo para trabajos interiores, con la excepción de los pisos. Aceite secante polimerizado - sustituto del aceite secante natural; obtenido al compactar aceite de linaza calentado y luego agregar solvente y desecante. Se utiliza para diluir pinturas de grano grueso para pintura exterior e interior sobre metal, madera y yeso en edificios y estructuras de primera y segunda clase. El aceite secante glyftálico también se utiliza en trabajos de acabado, que se produce por la interacción de aceites vegetales, glicerina y anhídrido ftálico en presencia de un desecante.Este aceite secante se diluye con pinturas de granulado grueso destinadas a la pintura interior y exterior sobre metal y madera. . CONFERENCIA N° 17. Pisos 1. Tipos de suelos El dispositivo y el tipo de pisos en la construcción de varios edificios y estructuras están determinados por los códigos y reglamentos de construcción (SNiP). Dependiendo del propósito de los edificios y estructuras, los pisos dentro de ellos, en los locales, pueden ser muy diversos: madera, polímeros, cerámica, vidrio y vidrio de escoria, asfalto, concreto con un revestimiento de mosaico de losas tipo Breccia. Breccia es una losa de 400 x 400 mm o 500 x 500 mm hecha de fragmentos de mármol, granito, cerámica sobre una base de adhesivo epoxi. En los talleres mecánicos de las empresas, donde operan automóviles o automóviles eléctricos que transportan diversas mercancías, los pisos de asfalto se cubren desde arriba con placas metálicas perforadas o corrugadas de 500? 500 mm o menos. En las instalaciones de producción de varias empresas, los pisos de mosaico también se instalan con virutas de mármol a base de morteros de cemento especiales. Dichos pisos, después de secar la solución en el componente de miga, se lijan con molinillos especiales. Además, en los edificios públicos y talleres auxiliares de varias empresas, se utilizan losas de vidrio de sílice, cristalita de vidrio y vitrocerámica de escoria para pisos. Dichos pisos se caracterizan por su alta decoración, durabilidad, resistencia a los álcalis y ácidos. En los talleres de varias industrias químicas, se están equipando pisos multicapa con revestimientos resistentes a ácidos y álcalis. La capa inferior es un revestimiento de poliisobutileno o placas de caucho con propiedades especiales (resistentes a ambientes agresivos), y la capa superior son baldosas cerámicas resistentes a los ácidos colocadas con soluciones especiales. Las baldosas cerámicas decorativas de varios tipos se utilizan en todas partes en la construcción de pisos en instalaciones sanitarias, baños, lavanderías, vestíbulos y pasillos de varios edificios. El uso de baldosas cerámicas para pisos garantiza una operación a largo plazo, reduce el costo de las reparaciones (solo se cambian las partes de los pisos dañadas durante la operación). Los pisos hechos de baldosas cerámicas también tienen cualidades tales como: resistencia al agua, resistencia a ácidos y álcalis, buena resistencia a la abrasión, fácil de limpiar, se pueden usar soluciones desinfectantes, se forman varios patrones (adornos). En los últimos años, varios revestimientos poliméricos han sido ampliamente utilizados en la disposición de suelos: linóleo, baldosas poliméricas, moquetas sintéticas, revestimientos poliméricos autonivelantes sin costura. Los pisos de polímero en el volumen total de los pisos representan el 40%, se instalan en edificios públicos, locales auxiliares de diversas industrias, a veces en oficinas, oficinas, apartamentos. De acuerdo con los códigos de construcción existentes, los pisos de madera se colocan en escuelas, instituciones médicas e infantiles y en edificios residenciales. Estos suelos están fabricados con tarimas, tarimas y productos de parquet. En los últimos años, los suelos de parquet se han utilizado ampliamente en la construcción privada, en oficinas en forma de tableros de parquet, tableros de parquet, paneles de parquet; con mosaico y diseño artístico y decorativo. 2. Materiales y productos para suelos de madera Durante mucho tiempo, en la construcción de edificios residenciales, varios edificios y estructuras, se colocaron pisos de tablones, para los cuales se utilizaron principalmente productos hechos de roble, haya, arce, fresno, alerce, abeto, pino, etc.. Tilo y álamo la madera no está permitida. Antes de la llegada de las máquinas para trabajar la madera, las tablas y los bloques de madera simplemente se ensamblaban. Luego, después de la invención de las máquinas herramienta, los materiales para pisos comenzaron a procesarse mediante fresado. Para un ajuste perfecto de las tablas del piso, los lados frontales, su parte inferior ya está hecha en 1 mm, y en un borde hay una ranura, en el otro, un peine. 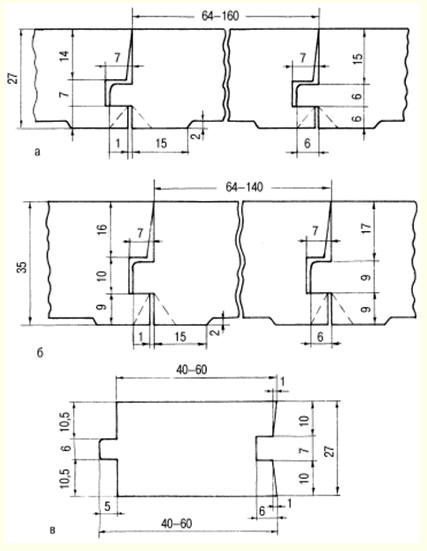 Arroz. 11. Tableros para pisos: a - DP-27; b - DP-35; c - barra BP-27 Las tablas del piso están hechas de tres tipos: el primero, el segundo y el tercero. Las tarimas del tercer tipo suelen tener un espesor de 37? 40 mm y se utilizan para colocar suelos de madera en naves industriales, pabellones deportivos y otros locales con mayor carga sobre los suelos. En edificios residenciales, tarimas de 25? 35 mm, que se colocan sobre barras transversales (de madera) - troncos de tamaño 40? 40mm o 50?? 50 mm. La madera de la que están hechos los tablones y las barras se somete preliminarmente a antisépticos e impregnación con compuestos ignífugos (retardantes de llama).Además, para proteger los tablones y las barras (troncos) de los insectos, el tratamiento se utiliza fumigando con gases venenosos. en cámaras de calentamiento especiales a una temperatura de + 100 ° C o se usa una preparación altamente efectiva "Ermit" (proporciona protección contra influencias biológicas y resistencia al fuego de la madera durante 20 años). Se imponen los siguientes requisitos a las tarimas y rejas: humedad 12? 3%, la rugosidad de las superficies frontales para un acabado transparente - no menos de 80 micras, para un acabado opaco - no menos de 200 micras, y para superficies no faciales - no menos de 50 micras. La contabilidad de los materiales de madera para pisos se realiza en metros cúbicos, mientras que su ancho se mide sin tener en cuenta la altura de la cumbrera. 3. Materiales y productos para suelos de parquet En los últimos años se ha incrementado el uso de parquet a pieza, mosaico, lamas de parquet, lamas de parquet en la construcción privada (cabañas, mansiones, casas de veraneo) y por encargo para la reparación de suelos en edificios en explotación. En la construcción en serie, el parquet rara vez se usa debido al alto costo y la laboriosidad del trabajo. Los pisos de parquet generalmente se colocan en locales residenciales, edificios públicos, locales auxiliares de empresas industriales. Parquet de bloque es un tablón de roble y madera tropical (grado A), así como haya, olmo, fresno, arce, castaño, carpe, alerce (grado B). La marca A corresponde a la categoría más alta y la marca B, a la primera. Parquet de mosaico Está hecho en forma de escudos, subdivididos en dos tipos (según el método de unión de los listones a la base): 1) P1: los tablones se pegan con la parte frontal en el papel, que se retira después del piso de parquet; 2) P2: las tiras están pegadas con el reverso a un material biorresistente elástico (aislante térmico y acústico). que permanece en la estructura del suelo después del parquet. Este tipo de parquet también se subdivide en grados A y B, según la categoría de calidad, la especie de madera y el procesamiento de los tablones. El grosor de las tablas de parquet de mosaico hecho de madera dura es de 8 mm, de madera blanda: 10 mm. Longitud de las tablas de parquet: de 100 mm a 230 mm, ancho: de 20 a 30 mm. Suelos de parquet a veces están hechos de tablas de parquet que, según el diseño de la base, se dividen en tres tipos: 1) PD1: con una base de listones de una sola capa escritos en cuadrados o rectángulos ubicados mutuamente perpendiculares; 2) PD2: con una base de una sola capa hecha de listones ensamblados en la dirección del eje longitudinal del tablero de parquet; 3) PD3: con una base de dos capas de dos capas de listones o listones y chapa pegados, colocados en una dirección mutuamente perpendicular. Los tableros de parquet consisten en una base en forma de listones y un revestimiento de tablones de parquet o chapa. Las dimensiones de las tablas de parquet en el tablero (revestimiento) son las siguientes: longitud - de 150 a 207 mm, ancho - de 20 a 50 mm; espesor - 6 mm. Para el dispositivo de pisos de parquet, a menudo se usan tablas de parquet, que tienen dimensiones: ¿desde 400? 400 mm a 800? 800 mm, espesor de 22 a 40 mm. Estos tableros consisten en una base sobre la cual se pegan tablones de parquet según un patrón específico. En los bordes de las tablas de parquet, se hacen ranuras para su conexión con tacos. Los tablones de parquet en dichos paneles tienen las siguientes dimensiones: longitud: de 100 a 400 mm, ancho: de 20 a 50 mm, grosor: 6 mm. En los últimos años, el parquet artístico se ha utilizado para el acabado de pisos en salones VIP, oficinas, cabañas, mansiones, villas, como una especie de parquet de paneles. El parquet artístico se fabrica de dos formas principales: "marquetería": cuando el patrón se recopila a partir de tablones individuales, de diferentes colores y texturas, bien ajustados entre sí; "intarsia" (incrustación): fragmentos individuales de madera de otras especies con diferentes texturas y colores se insertan en el fondo principal de la capa frontal de madera. 4. Materiales y productos poliméricos para pisos. Durante varias décadas, en la disposición de pisos en edificios públicos, locales auxiliares de empresas industriales, los materiales y productos poliméricos se han utilizado ampliamente, en forma enrollado (linóleo, revestimientos de suelos sintéticos de todo tipo), azulejos, láminas, así como masillas, composiciones de polímero-cemento y polímero-hormigón. El más utilizado para la disposición de suelos es el linóleo de cloruro de polivinilo. El linóleo, según la estructura, es producido por la industria de tres tipos: "MP": multicapa con una capa frontal de una película transparente de cloruro de polivinilo con un patrón impreso; "M" - multicapa de un solo color o mármol; "O" - de una sola capa de un solo color o mármol; en forma de rollos de 12 m de largo, 1200-1400 mm de ancho y 1,5 y 1,8 mm de espesor. Para pisos, el linóleo de cloruro de polivinilo se usa a menudo como aislante térmico y acústico. Dicho linóleo se usa para colocar pisos en habitaciones donde no hay exposición a materiales abrasivos (como arena), grasas, aceites, agua y soluciones de materiales químicos agresivos. El linóleo de cloruro de polivinilo en la base tiene dos capas: la parte inferior es un material punzonado no tejido que sirve como base aislante del calor y el sonido, la parte superior está cubierta con una película de cloruro de polivinilo frontal transparente con diferentes patrones o un color; espesor total de 2 capas - 3,6 mm, ancho - 1350 mm, longitud del rollo - 12 m. Al instalar pisos en cuartos de servicio de empresas industriales, a menudo se usa linóleo de caucho (relin), multicapa, hecho de compuestos de caucho a base de cauchos sintéticos, de un solo color o multicolor, con un patrón, en rollos de 12 m de largo, 1000 mm de ancho y más, 3 mm de espesor. Este tipo de linóleo no se encoge durante la operación, es higiénico y tiene una mayor absorción de sonido. Durante más de medio siglo en la construcción, al arreglar pisos en edificios industriales y públicos (en cuartos de servicio), baldosas de PVC, uno o multicolor con superficie frontal lisa o en relieve, tamaño 300? 300 mm de espesor 1,5 y 2,5 mm - cuadrados o trapezoidales. En los últimos años, para revestir varios suelos (tablones, cemento) se empezó a utilizar materiales sintéticos para alfombras - sin pelusa y con pelo. El más utilizado para arreglar pisos en oficinas, casas de campo, mansiones es alfombra sintética, como un pelo, cuya capa inferior es un respaldo de PVC y la capa superior es un pelo en bucle hecho de fibras sintéticas o una mezcla de fibras sintéticas y químicas. Este recubrimiento se produce en rollos de 12 m de largo, 1,5-2 m de ancho y 3-5 mm de espesor. Las alfombras similares importadas tienen un ancho de 2, 3, 4 y 5 m. En la construcción de empresas industriales durante muchos años, varios materiales poliméricos de masilla pastosa para pavimentos sin juntas (bases de hormigón o de hormigón armado). CONFERENCIA N° 18. Materiales de construcción 1. Materiales de piedra natural Los materiales de piedra natural se han utilizado en la construcción desde tiempos inmemoriales. Los materiales de piedra natural principales y ampliamente utilizados son arena (montaña y río), grava, tiza, caolín, piedra triturada, que pertenecen a materiales de piedra en bruto Además de los materiales enumerados, los materiales de piedra procesada se utilizan en la construcción: piedras y bloques aserrados para paredes, piedras, losas y productos de perfil con superficies procesadas de diversas formas para el revestimiento externo e interno de edificios y estructuras. De acuerdo con los códigos y reglamentos de construcción existentes, los materiales de piedra natural se clasifican de acuerdo con los siguientes criterios: densidad aparente - pesada - con una densidad aparente de más de 1800 kg / m 3 y ligero - menos de 1800 kg/m 3; por resistencia a la compresión - para los grados: 4, 7, 10, 15, 25, 35, 50, 75, 100, 125, 150, 200, 300, 400, 500, 600, 800 y 1000 - respectivamente de 0,4 a 100 MPa . El material pétreo más común y utilizado en la construcción es la arena de montaña y de río. No menos utilizados en la construcción son materiales de piedra como la tiza y el caolín. La tiza es una roca sedimentaria cuya composición química es carbonato de calcio puro CaCO 3. En la industria de la construcción y la pintura, el caolín también se usa ampliamente, un producto de la destrucción de rocas que contienen feldespatos. El caolín es una arcilla blanca, químicamente es un silicato de aluminio hidratado; se añade a los colores que contienen tiza para mejorar sus cualidades pictóricas y técnicas. Para la construcción de carreteras y en la fabricación de productos de hormigón y hormigón armado, se utiliza constantemente y en grandes volúmenes dolomita o grava granítica, que es producto de la destrucción de rocas, en forma de piedras pequeñas o relativamente grandes (pulidas con agua) que varían en tamaño de 5 a 75,0 mm, densidad media superior a 2 g/cm 3. La grava en la resistencia a las heladas se divide en grados: Мrz 15, 25, 50, 100, 150, 200, 300. La piedra triturada se usa constantemente y en grandes cantidades como un gran agregado para hormigón de productos monolíticos, prefabricados y de hormigón armado, así como en la construcción de carreteras, en forma de piezas de piedra de forma irregular que varían en tamaño de 15 mm a 150 mm. La piedra triturada es natural (hierba) y triturada. La piedra triturada triturada se obtiene triturando grandes trozos de rocas en plantas de piedra triturada. Según la resistencia a las heladas, la piedra triturada se divide en los siguientes grados: Mrz 15, 25, 50, 100, 150, 200, 300. La piedra de escombros se usa de manera similar a la piedra triturada: en la construcción de cimientos, como relleno para escombros de hormigón en la construcción de estructuras masivas de hormigón y hormigón armado, en la colocación y reparación de carreteras. Las dimensiones de los trozos de escombros - de 150 a 500 mm. Según la resistencia a las heladas, los escombros se dividen en grados: Mrz 15, 25, 50, 100, 150, 200, 300. En la construcción, varios materiales de muros de piedra son ampliamente y en grandes volúmenes: ladrillos, piedras, bloques pequeños y losas, que se dividen en ordinarios, destinados a la colocación de muros externos e internos, y frontales, para el revestimiento de muros. 2. Concreto El uso de varios tipos de hormigón es una parte importante de la construcción de diversas instalaciones industriales y civiles. El hormigón es un material pétreo artificial obtenido mediante la conformación y el endurecimiento de una mezcla de hormigón formada por un aglutinante, agua, áridos y aditivos especiales en una determinada proporción. Según el tipo de árido, los hormigones son: sobre árido denso, sobre árido especial, sobre árido orgánico. Dependiendo de la densidad aparente, los hormigones se subdividen: especialmente pesados: con una densidad aparente de más de 2500 kg / m 3; pesado - 2000-2500 kg/m 3; ligero - 1800-2200 kg/m 3; ligero - 500-1800 kg/m 3. Los hormigones ligeros se fabrican de los siguientes tipos: sobre áridos porosos y artificiales; hormigón celular hormigón poroso grueso; especialmente ligero - con una densidad aparente de menos de 500 kg/m 3. El hormigón se prepara directamente en las obras de construcción utilizando plantas mezcladoras de hormigón de varios tamaños. Para la fabricación de diversas estructuras de hormigón y hormigón armado, se utilizan hormigones pesados (estructurales), preparados sobre un aglomerante de cemento, agregados densos grandes y pequeños. Los hormigones ligeros se preparan utilizando un aglomerante de cemento y un árido grueso poroso o un árido fino denso, y se utilizan en la construcción industrial, agrícola y de otro tipo. Para el hormigón ligero se establecen las siguientes clases y grados: clases de resistencia para hormigón estructural - B2,5; B3,5; B5…B40; clases de resistencia para hormigón termoaislante - B0,35; B0,75; EN 1. Los hormigones ligeros incluyen arbolite, elaborado sobre un aglomerante de cemento, agregados orgánicos y aditivos químicos. Arbolite y los productos elaborados con él están destinados a ser utilizados en edificios para diversos fines con una humedad relativa del aire interior de no más del 60% y en ausencia de agentes agresivos. medios (líquidos y gaseosos). En la construcción, a menudo se utilizan hormigones celulares que, según el propósito, se dividen en termoaislantes, estructurales termoaislantes y especiales, además, se dividen según el tipo de formación de poros en hormigón celular y espuma. concreto. Según las condiciones de endurecimiento, los hormigones celulares pueden esterilizarse en autoclave y no esterilizarse en autoclave. Para el hormigón celular se establecen las siguientes clases y grados: clases de resistencia a la compresión - B0,35; B0,75; EN 1; B1,5; … EN 20; grados para densidad media - D300, D400, D500 ... D1200. Grados de hormigón de silicato para densidad media - D1000, D1100, D1200 ... D2400. Las plantas de hormigón también producen hormigones resistentes al calor destinados a productos, estructuras e instalaciones que funcionan a temperaturas superiores a +200 °C. Para la fabricación de productos y estructuras que operan en diversas condiciones, exposición a ambientes agresivos, se producen hormigones químicamente resistentes a base de furano, furano-epoxi, urea, resinas sintéticas acrílicas (hormigón polímero) y vidrio líquido sódico o potásico con aditivo polimérico ( hormigón de polímero de silicato). 3. Morteros En la construcción de edificios y estructuras con ladrillos, bloques de pared y paneles, se utilizan diversos morteros. Cuando se realiza el albañilería, la instalación de bloques de pared y paneles, se utilizan morteros de cemento, que tienen composiciones de 1: 1 a 1: 6, es decir, se toman de 1 a 6 partes de arena por una parte volumétrica de cemento (morteros 1 se usan con más frecuencia: 1 y 1:2). Los morteros de cemento en una proporción de 1:3 o 1:4 se utilizan para enlucir las partes bajas de cimientos en ambiente húmedo, zócalos y paredes exteriores de edificios. Además de los morteros de cemento, también se utilizan otros tipos de morteros: cal, yeso и mezclado. Todas las soluciones se subdividen según la densidad promedio en estado seco, en pesadas, con una densidad promedio de 1500 kg / m3 y más, y ligero, con una densidad media inferior a 1500 kg/m 3; las marcas se establecen según el límite: 4, 10, 25, 50, 75, 100, 150, 200. La marca de mortero y la proporción en las composiciones depende de la marca de cemento. Por ejemplo, la marca de mortero de cemento 50, con el uso de cemento M-400, la composición será 1: 6 (para una parte de cemento - 6 partes de arena). Los morteros de cemento y cal (mixtos) se utilizan para enlucir paredes exteriores, partes húmedas del edificio. Composiciones de morteros de cemento y cal (cemento: pasta de cal: arena) en partes volumétricas: 1: 1: 1; 1:2:8; 1:2:11 y 1:3:15; estas proporciones dependen de la marca de cemento. Los morteros de cal y yeso están destinados principalmente al enlucido de superficies de madera de habitaciones no humedecidas, así como superficies de piedra y tableros de fibra. Los morteros de cal se utilizan para el enlucido de cuartos secos, estructuras de piedra, ladrillo, madera y adobe. La cantidad de arena agregada a la solución depende de la "grasidad" de la arcilla.Para mejorar la resistencia y la calidad del trabajo durante la albañilería y el enlucido, los plastificantes orgánicos - formadores de microespuma (jabón naft, lejía jabonosa, residuos de jabón, etc.) se introducen en la composición de los morteros. Para el acabado de fachadas de edificios e interiores de locales internos, así como para el acabado de fábrica de las superficies frontales de paneles de pared y bloques grandes, se utilizan morteros decorativos: terrasita, cemento-arena, cal-arena. Para obtener el diseño deseado, se introducen aditivos colorantes en estas soluciones para yeso decorativo: pigmentos (resistentes a la luz, resistentes a los álcalis y resistentes a los ácidos, naturales y artificiales). Para llenar los canales de estructuras de hormigón armado pretensado, se utilizan los llamados morteros de inyección: cemento-arena y cemento Para la colocación de hornos industriales y otras unidades térmicas hechas de ladrillos de aluminosilicato, se utiliza un mortero especial de cemento de arcilla refractaria, que es resistente al calor. . El mortero de arcilla refractaria y bauxita también se usa para trabajos similares (cuando se colocan elementos de hornos que funcionan a temperaturas de +1300 a +1350 ° C). En la fabricación de estas soluciones resistentes al calor, el cemento Portland y el cemento Portland plastificado se utilizan como aglutinante en los morteros de cemento de arcilla refractaria, y el vidrio líquido de sodio con un módulo de 2,5-3 se utiliza en el mortero de bauxita y arcilla refractaria. 4. Áridos inorgánicos para hormigón. Los materiales de construcción no metálicos, la piedra triturada, la escoria y la arena de los productos de desecho de diversas industrias, así como los materiales porosos naturales y artificiales se utilizan como agregados inorgánicos para el hormigón. La piedra triturada y la arena de los residuos industriales (extracción y procesamiento) se clasifican como materiales densos. materiales naturales porosos son tobas y piedra pómez de origen volcánico. agregados gruesos son piedra triturada y grava, fina - arena. La piedra triturada de escoria se utiliza como un gran agregado denso en la fabricación de hormigón pesado de hormigón prefabricado y monolítico y estructuras de hormigón armado, partes de edificios y estructuras. Por fuerza, la piedra triturada de escorias metalúrgicas densas se divide en los siguientes grados: DR 15, DR 25, DR 35, DR 45. En la fabricación de hormigón ligero (aislante térmico y estructural), se utilizan como áridos grava y arena de arcilla expandida. Estos materiales son agregados artificiales porosos. La arena de arcilla expandida se obtiene triturando grava de arcilla expandida. Dependiendo de la densidad, la grava de cada fracción se divide en grados: 250, 300, 350, 400, 450, 500 y 600. La arena de arcilla expandida, según la densidad y la fracción, tiene grados de 500 a 900. En la fabricación de hormigón ligero estructural y de aislamiento térmico estructural, se utilizan como relleno piedra triturada (grava) y arena termolita. Para la fabricación de hormigón ligero estructural, se utilizan ampliamente como áridos la piedra triturada y la arena de agloporita, que se obtienen mediante la trituración de tortas formadas como resultado de la aglomeración de carga granular, compuesta por materias primas minerales naturales y residuos industriales. En la fabricación de hormigón ligero aislante térmico y estructural, además de los áridos artificiales porosos anteriores, se utilizan grava y arena de shungizita. Dicha grava se obtiene quemando rocas que contienen shungite, y la arena se obtiene triturando esta grava. La grava de Shungizita de cada fracción, según la densidad aparente, se divide en grados 200, 250, 550 y la arena de la grava anterior, en grados 500-900. En la construcción, la arena y la piedra triturada, la perlita expandida, obtenida por trituración y tratamiento térmico de rocas volcánicas que contienen agua, se han utilizado ampliamente durante mucho tiempo. Estos materiales se utilizan en la fabricación de hormigón ligero, y la arena de perlita también se utiliza para rellenos aislantes térmicos, morteros de yeso, materiales aislantes térmicos y acústicos y productos. Grados de arena de perlita expandida por densidad aparente, de 75 a 500, y piedra triturada, de 200 a 500. Durante más de cincuenta años, un material tan maravilloso como la vermiculita expandida se ha utilizado en la construcción como relleno aislante térmico a una temperatura de las superficies aisladas de -260 ° C a +100 ° C. Las materias primas para la obtención de vermiculita expandida por cocción son micas naturales hidratadas. Grados de vermiculita por densidad aparente: 100, 150, 200. 5. Productos a base de ligantes minerales Durante muchos años (en los siglos XX-XXI), diversos productos a base de aglomerantes minerales han sido ampliamente utilizados en la construcción. Los más comunes en la producción de obras de construcción son los productos de yeso y hormigón de yeso. Los paneles de yeso se utilizan a menudo para tabiques en edificios con condiciones ambientales normales y secas. Ampliamente utilizado en el siglo XX. y ahora las láminas de cartón yeso se utilizan para el acabado y arreglo de paredes y tabiques en edificios y habitaciones con condiciones secas y de humedad normal, así como para la fabricación de productos decorativos y fonoabsorbentes. Para la instalación de tabiques de carga en edificios para diversos fines, se utilizan paneles de hormigón de yeso, hechos de hormigón sobre un aglomerante de yeso o que contiene yeso. En todas partes en la construcción, se utilizan varios productos de cemento de asbesto: láminas planas y perfiladas, losas y paneles, para paredes y revestimientos, tuberías y accesorios. Los productos hechos de cemento de asbesto tienen muchas propiedades valiosas: resistencia a las heladas, resistencia al agua, alta conductividad térmica, se pulen fácilmente y se pueden mecanizar, no se pudren y son resistentes al fuego. Durante mucho tiempo, las tejas de cemento y arena, hechas de una mezcla de cemento Portland, arena y arcilla, se han utilizado y se utilizan en la construcción (para arreglar techos). Dichas baldosas tienen las siguientes dimensiones: 390 mm de largo, 240 mm de ancho y 8-10 mm de espesor, la profundidad de las ranuras es de aproximadamente 5 mm y la altura de las puntas para la suspensión es de al menos 10 mm. Para la fijación al listón del techo en la teja, se realiza un orificio pasante en la parte superpuesta durante la fabricación. En las ciudades, para la instalación de pavimentos prefabricados de aceras, jardinería paisajística y caminos peatonales, sitios de aterrizaje en líneas de transporte público, se utilizan mucho y ampliamente los adoquines de hormigón, hechos de hormigón pesado con diversos aditivos que aseguran el funcionamiento a largo plazo de tales productos Las losas de hormigón se fabrican en forma de cuadrado, rectángulo, hexágono regular o figuras cerradas curvilíneas. Sobre la base de aglutinantes minerales, se fabrican diversos productos arquitectónicos y de construcción en forma de losas de revestimiento decorativas con mosaico, superficies ornamentales, destinadas al revestimiento externo e interno de elementos de edificios y estructuras. También se fabrican losas de fachada de hormigón, que se utilizan para revestir muros y zócalos de edificios y estructuras de piedra. Además de los productos anteriores en la construcción (principalmente de baja altura), las piedras de hormigón para muros se utilizan para estructuras portantes y de cerramiento de edificios residenciales, públicos, industriales y agrícolas. Estas piedras están hechas en forma de paralelepípedos rectangulares huecos y de cuerpo completo, son ordinarias y faciales. Estos últimos están hechos con superficies frontales pintadas y sin pintar. Las piedras para muros de hormigón son producidas por plantas de hormigón de los siguientes tipos: "SKT" - en un aglomerante de cemento; "SKI" - en cal; "SKSH" - en escoria; "SKT" - en un aglomerante de yeso. 6. Productos prefabricados de hormigón y hormigón armado. El uso de productos prefabricados de hormigón y hormigón armado forma la base de la construcción de capital en muchos sectores de la economía del país. En la vivienda y la construcción civil, se utiliza una amplia gama de productos prefabricados de hormigón y hormigón armado: cimientos monolíticos de hormigón armado, bloques de pared, paneles de piso de hormigón armado, tramos de escaleras y rellanos, paneles de pared y tabique, antepechos de ventanas, travesaños, balcones, bloques de instalaciones sanitarias, parapetos y otros productos. El hormigón armado es el principal material de construcción, que combina hormigón (varios tipos - ligero, pesado, etc.) y refuerzo de acero (hecho de acero especial grados 35GS-AP, A - III, A - IV clases), ubicado en una zona estirada de la estructura y la percepción de las tensiones de tracción Las tensiones de compresión se transmiten al hormigón en dicho producto. Las estructuras de hormigón armado son monolíticas, hormigonadas en el sitio de construcción (cimientos de hormigón armado monolítico vertido, así como muros de carga de edificios, utilizando encofrados especiales, de acuerdo con una nueva tecnología para la construcción de edificios residenciales), y prefabricados, ensamblados en el sitio de construcción a partir de elementos individuales (paneles de pared o bloques en la construcción de viviendas de panel grande). Para la construcción industrial también se utiliza una amplia gama de productos prefabricados de hormigón y hormigón armado: bloques de cimentación (FBS-4, FBS-5, etc.), almohadas, vigas, travesaños, pilotes prefabricados y de hormigón armado, cerchas, arcos, vigas de grúa, marchas de escaleras y plataformas, etc. En la construcción de transporte, las traviesas de hormigón armado (en lugar de las de madera), los elementos de las plataformas de pasajeros y de carga, las alcantarillas y tuberías de hormigón armado, así como las superestructuras de puentes de hormigón armado y prefabricados son ampliamente utilizados. usó. En la construcción agrícola se utiliza una amplia variedad de productos prefabricados de hormigón y hormigón armado: bloques de cimentación (FBS1, FBS-2, FBS-3, etc.), cojines de cimentación, cimentaciones de hormigón armado vaciadas in situ, cerchas, pilotes-columnas , vigas, paneles de piso, paredes y tabiques, elementos de invernaderos, invernaderos, silos, bandejas de hormigón armado (L-3, L-4, L-5), elementos de pozos prefabricados de hormigón armado. Para los sistemas de recuperación de terrenos, dichos productos prefabricados de hormigón y hormigón armado se fabrican como tuberías para tuberías a presión con accesorios pretensados, tuberías lisas de flujo libre, bandejas de hormigón armado (L-4, L-5, L-6), anillos de hormigón armado y cubiertas, losas de hormigón armado (colocar en canales de riego abiertos). En los sistemas de alcantarillado urbano, también se utilizan tuberías de enchufe sin presión de hormigón armado, tuberías lisas sin presión, anillos y cubiertas de hormigón armado. Los elementos de vallas prefabricadas de hormigón armado se utilizan para equipar el vallado de importantes instalaciones industriales (centrales nucleares, plantas y polígonos militares, etc.). Al tender líneas eléctricas y comunicaciones aéreas, se utilizan ampliamente postes de hormigón armado de varias formas: redondos, cuadrados, rectangulares, los mismos productos también se utilizan en la electrificación de los ferrocarriles. Autor: Alekseev V.S.
▪ Actividad comercial. Notas de lectura ▪ Actividad de búsqueda operativa. Cuna ▪ Literatura extranjera del siglo XIX en breve. Cuna
Máquina para aclarar flores en jardines.
02.05.2024 Microscopio infrarrojo avanzado
02.05.2024 Trampa de aire para insectos.
01.05.2024
▪ Sección del sitio para quienes gustan de viajar: consejos para turistas. Selección de artículos ▪ artículo de Chilo. Aforismos famosos ▪ Artículo trabajador de cocina. Descripción del trabajo ▪ artículo LED importados. Enciclopedia de radioelectrónica e ingeniería eléctrica.
Hogar | Biblioteca | Artículos | Mapa del sitio | Revisiones del sitio
www.diagrama.com.ua |


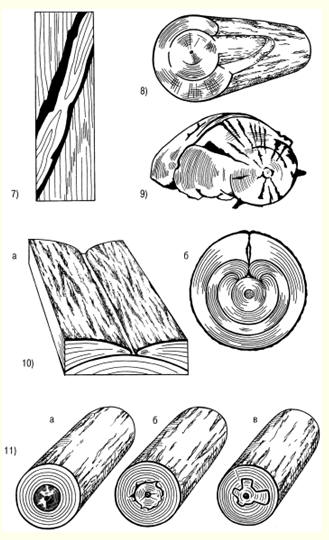
 Ver otros artículos sección
Ver otros artículos sección 